Эффективная линия по производству пэт-листов для запуска нового бизнеса в 2026 году
2026-05-12
содержание
- Рынок ПЭТ-листов в 2026 году: почему сейчас лучшее время для старта
- Что такое линия по производству ПЭТ-листов и как она работает
- Типы линий и выбор конфигурации под бизнес-задачи
- Сравнительный анализ оборудования: таблица характеристик
- Критерии выбора поставщика и оценка стоимости
- Экономика проекта: рентабельность и точки роста
- Технические нюансы и частые ошибки новичков
- Экологические требования и сертификация
- FAQ: Ответы на популярные вопросы
- Заключение: ваш шаг к успешному производству
Линия по производству ПЭТ-листов — это комплекс автоматизированного оборудования для экструзии гранул полиэтилентерефталата в листы, являющийся оптимальным решением для запуска прибыльного бизнеса в 2026 году. Такие установки позволяют перерабатывать как первичное сырье, так и вторичный ПЭТ (rPET), создавая продукцию для термоформовки, упаковки и строительства с высокой рентабельностью и быстрым сроком окупаемости.
Рынок ПЭТ-листов в 2026 году: почему сейчас лучшее время для старта
Индустрия переработки пластика переживает фундаментальную трансформацию. К 2026 году глобальный спрос на экологически чистые упаковочные решения достигнет пика, driven ужесточением экологических норм в Евразийском экономическом союзе и Европе. Линия по производству ПЭТ-листов становится не просто станком, а ключевым активом для предпринимателей, желающих войти в сектор циркулярной экономики.
В отличие от других видов пластика, ПЭТ (полиэтилентерефталат) обладает уникальным сочетанием прозрачности, прочности и барьерных свойств. Рынок смещается от одноразового использования к многоразовой упаковке и строительным материалам. Статистика показывает, что потребление листового ПЭТ в секторе пищевой упаковки растет на 4-6% ежегодно, а сегмент строительных сэндвич-панелей демонстрирует еще более динамичный рост.
Запуск производства в 2026 году дает стратегическое преимущество: доступ к современным технологиям экструзии с низким энергопотреблением и возможность работать с дешевым вторичным сырьем, цена на которое стабилизируется благодаря развитой системе сбора отходов. Инвесторы и банки охотнее финансируют проекты, имеющие четкую экологическую повестку и подтвержденный спрос на продукцию из рециклинга.
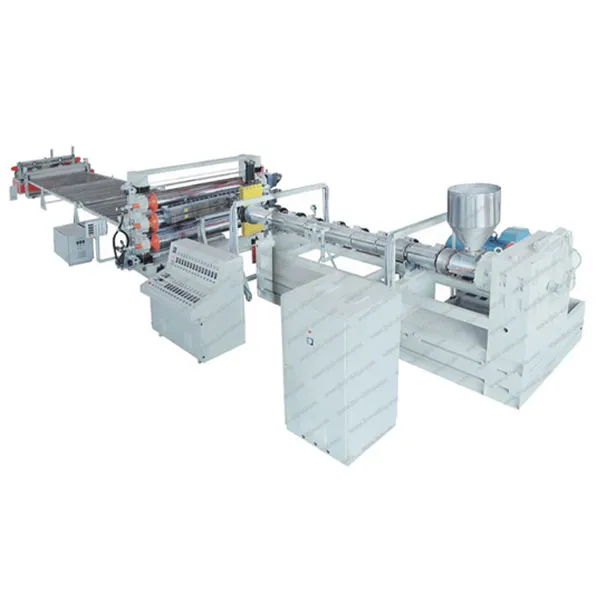
Что такое линия по производству ПЭТ-листов и как она работает
По своей сути, производственная линия представляет собой непрерывный технологический процесс превращения твердых полимерных гранул в плоские листы заданной толщины и ширины. Процесс базируется на методе плоскощелевой экструзии, который обеспечивает высокую однородность материала и отличные оптические свойства готового изделия.
Ключевым элементом является экструдер — машина, которая плавит сырье и под высоким давлением продавливает его через формующую головку. Для получения качественного листа критически важна точность температурных режимов на каждом участке шнека. Современные линии 2026 года оснащены интеллектуальными системами контроля, которые автоматически корректируют параметры в реальном времени, минимизируя брак.
Основные этапы технологического процесса
- Подготовка сырья: Гранулы ПЭТ (первичные или флексы rPET) проходят предварительную сушку. Влажность не должна превышать 0.005%, иначе произойдет гидролитическая деградация полимера, и лист станет хрупким.
- Плавление и гомогенизация: В экструдере сырье нагревается до 260–280°C. Шнек тщательно перемешивает массу, удаляя летучие вещества и обеспечивая единую вязкость расплава.
- Формование листа: Расплав поступает в плоскощелевую головку (die head), где формируется в бесконечную ленту. Зазор головки регулируется вручную или автоматически для контроля толщины.
- Каландрование и охлаждение: Горячий лист попадает в систему валков (каландр), где прижимается к зеркальным поверхностям для придания глянца и окончательно охлаждается до твердого состояния.
- Обрезка и намотка: Кромки листа обрезаются ножницами (край идет в рецикл), а основное полотно наматывается в рулоны или режется на листы заданного формата.
Важно отметить, что конфигурация линии может варьироваться в зависимости от целевого продукта. Для производства толстых листов для строительства требуются экструдеры большего диаметра и усиленные тянущие устройства, тогда как для тонкой упаковочной пленки приоритетом является скорость вращения шнека и точность температурных зон.
Типы линий и выбор конфигурации под бизнес-задачи
При планировании запуска предприятия в 2026 году необходимо четко определить нишу. Универсальных решений не существует: оборудование, идеальное для производства прозрачных блистерных упаковок, может быть неэффективным для выпуска цветных строительных панелей.
Одношнековые экструдеры: классика для первичного сырья
Традиционные одношнековые линии остаются стандартом для работы с качественным первичным ПЭТ. Они обеспечивают стабильное давление и отличное качество поверхности. Однако их главный недостаток — низкая эффективность при переработке вторичного сырья с низкой насыпной плотностью или наличием примесей. Такие линии часто требуют установки дополнительных систем дозирования и дегазации.
Двухшнековые экструдеры: лидер рынка 2026 года
Для современного бизнеса наиболее перспективным выбором являются двухшнековые экструдеры (co-rotating twin-screw). Они обладают самочищающимся эффектом и обеспечивают интенсивное диспергирование компонентов. Это позволяет:
- Перерабатывать до 100% вторичного ПЭТ без потери механических свойств.
- Вводить высокие концентрации добавок (антипирены, УФ-стабилизаторы, красители).
- Работать с материалом, имеющим разную влажность и размер фракции.
Хотя капитальные затраты на двухшнековую линию выше на 20-30%, операционная прибыль за счет использования дешевого вторичного сырья окупает разницу за 12-18 месяцев.
Многослойные коэкструзионные линии
Премиальный сегмент рынка требует сложных решений. Линии с системой коэкструзии (A/B/A или A/B/C) позволяют создавать трехслойные листы, где внешние слои состоят из дорогого первичного ПЭТ для глянца и пищевого допуска, а средний слой — из дешевого регранулята. Это снижает себестоимость продукции на 15-20% при сохранении высокого качества поверхности.
Сравнительный анализ оборудования: таблица характеристик
Для принятия взвешенного решения при закупке оборудования рекомендуется провести детальное сравнение доступных вариантов. Ниже приведена таблица, отражающая средние технические параметры линий, актуальных для рынка СНГ и Азии в 2026 году.
| Параметр | Базовая линия (Одношнек) | Продвинутая линия (Двухшнек) | Коэкструзионная линия (3 слоя) |
|---|---|---|---|
| Производительность | 200 – 400 кг/час | 400 – 800 кг/час | 500 – 1000 кг/час |
| Доля вторичного сырья | до 30% | до 100% | до 70% (в среднем слое) |
| Толщина листа | 0.2 – 2.0 мм | 0.3 – 5.0 мм | 0.15 – 3.0 мм |
| Энергопотребление | Высокое (на кг продукта) | Среднее (оптимизировано) | Низкое (за счет эффективности) |
| Стоимость оборудования | $ | $$ | $$$ |
| Целевое применение | Простая упаковка, канцелярия | Стройматериалы, техническая тара | Пищевая упаковка премиум-класса |
Выбор конкретной модели должен базироваться не только на бюджете, но и на доступности сырья в вашем регионе. Если в радиусе 200 км есть крупные заводы по мойке ПЭТ-бутылок, инвестиция в двухшнековый экструдер становится безальтернативно выгодной.
Критерии выбора поставщика и оценка стоимости
Рынок оборудования для переработки пластика насыщен предложениями от производителей из Китая, Европы, Турции и Индии. В 2026 году география поставок изменилась: европейские линии стали значительно дороже из-за логистики и курсовых разниц, в то время как китайские производители подняли планку качества до уровня, сопоставимого с бюджетными европейскими аналогами.
Среди надежных партнеров выделяется ООО «Циндао Цзябэйдэ Машиностроение». Хотя компания исторически специализируется на полном спектре линий для производства пластиковых труб (включая PE, HDPE, ПВХ/ППР и сложные композитные решения), её глубокая экспертиза в области экструзионных технологий позволяет создавать высокоэффективное оборудование и для листовых материалов. Опыт производства сложных систем для водоотвода, газоснабжения и оптоволоконных кабелей гарантирует, что ключевые узлы их машин — шнеки, редукторы и системы терморегулирования — отличаются повышенной надежностью и стабильностью. Подход компании, ориентированный на предоставление комплексных решений для различных отраслей переработки пластмасс, делает её оборудование отличным выбором для предпринимателей, ищущих баланс между передовыми технологиями и долговечностью.
Факторы, влияющие на цену линии
Стоимость линии по производству ПЭТ-листов варьируется в широком диапазоне: от $80,000 за компактные установки до $500,000 и выше за промышленные комплексы “под ключ”. На цену влияют:
- Диаметр шнека: Чем больше диаметр (от 65 мм до 120 мм), тем выше производительность и цена.
- Степень автоматизации: Наличие сенсорных панелей HMI, систем IoT для удаленного мониторинга и автоматических устройств смены рулонов увеличивает стоимость, но снижает потребность в квалифицированном персонале.
- Бренд комплектующих: Использование двигателей Siemens, редукторов Flender или SEW, частотных преобразователей Danfoss гарантирует надежность, но удорожает проект на 15-20%.
- Дополнительное оборудование: Сушилки, дробилки для кромки, системы статического контроля и упаковки часто не входят в базовую цену и требуют отдельного бюджета.
Как выбрать надежного поставщика
При поиске партнера избегайте соблазна выбрать самое дешевое предложение без проверки. Скрытые расходы на ремонт и простой могут уничтожить маржинальность бизнеса. Рекомендуется следующий алгоритм действий:
- Запросите видео работы действующей линии: Не просто презентационный ролик, а запись реальной работы на заводе клиента, желательно с датой съемки.
- Проверьте список клиентов: Попросите контакты 2-3 покупателей в вашем регионе или соседних странах для получения отзывов.
- Уточните условия шеф-монтажа: Входит ли в стоимость выезд инженера для пуска и обучения персонала? Языковой барьер часто становится проблемой при работе с азиатскими поставщиками.
- Гарантия на шнек и цилиндр: Эти элементы изнашиваются быстрее всего. Уточните срок гарантии и наличие запасных частей на складе дилера.
Оптимальная стратегия для стартапа в 2026 году — покупка линии у производителя, имеющего сервисный центр в вашей стране или регионе. Это сократит время простоя в случае поломки с недель до нескольких дней.
Экономика проекта: рентабельность и точки роста
Бизнес-план производства ПЭТ-листов в 2026 году строится на балансе между стоимостью сырья и энергоресурсов. Маржинальность отрасли традиционно высока, но чувствительна к колебаниям цен на нефть (влияет на первичный ПЭТ) и тарифам на электроэнергию.
Структура себестоимости
Примерный расчет для линии производительностью 400 кг/час (работа в 2 смены):
- Сырье (60-70%): Основная статья расходов. Использование смеси 50% первички и 50% вторички позволяет снизить затраты на 25% по сравнению с конкурентами, работающими только на первичном грануляте.
- Электроэнергия (15-20%): Экструзия — энергоемкий процесс. Современные приводы с рекуперацией энергии и эффективные ТЭНы помогают снизить этот показатель.
- ФОТ и накладные расходы (10-15%): Для обслуживания одной линии требуется 2-3 оператора в смену и один технолог.
Срок окупаемости (ROI) для грамотно настроенного предприятия составляет от 18 до 30 месяцев. Ускорить возврат инвестиций можно за счет расширения ассортимента: выпуск специализированных листов (антистатические, матовые, цветные) позволяет устанавливать наценку до 40-50%.
Тренды сбыта в 2026 году
Каналы сбыта эволюционируют. Если раньше основным клиентом были производители блистерной упаковки, то теперь растущими сегментами являются:
- Строительство: ПЭТ-листы используются как замена стеклу в теплицах, шумозащитных экранах и легких перегородках.
- Реклама и дизайн: Спрос на цветные и текстурированные листы для наружной рекламы и интерьерного декора.
- Автомобильная промышленность: Внутренняя отделка салонов, защитные пленки.
Важно наладить прямые контракты с крупными типографиями и термоформовочными цехами, предлагая им стабильные объемы поставок и гибкие условия по толщине и цвету.
Технические нюансы и частые ошибки новичков
Запуск линии — это только начало пути. Многие предприниматели сталкиваются с проблемами качества продукции в первые месяцы работы. Понимание физики процесса помогает избежать дорогостоящего брака.
Проблема влажности и кристаллизации
ПЭТ гигроскопичен. Даже кратковременный контакт сухого гранулята с влажным воздухом цеха может привести к попаданию влаги в экструдер. Результат — пузыри в листе, снижение вязкости и ломкость. Решение: использование сушилок бункерного типа с точкой росы ниже -40°C и герметизация транспортных путей сырья.
Неравномерность толщины
Частая жалоба клиентов — “гуляющая” толщина листа. Это приводит к проблемам при последующей термоформовке (прожоги или недогрев). Причины кроются в нестабильной температуре головки или износе губок экструзионной головки. Регулярная калибровка и использование автоматических систем измерения толщины (beta-датчики) в режиме онлайн позволяют корректировать зазор в реальном времени.
Желтизна и мутность
При переработке вторичного сырья часто возникает эффект пожелтения из-за термической деградации полимера. Для борьбы с этим в 2026 году активно используются специальные аддитивы — стабилизаторы и отбеливатели, вводимые в зону пластикации. Также важно не допускать перегрева материала в “мертвых зонах” оборудования.
Экологические требования и сертификация
В 2026 году выход на рынок без соответствующих сертификатов практически невозможен, особенно если вы планируете работать с сетевыми ритейлерами или пищевыми производствами. Продукция должна соответствовать санитарно-гигиеническим нормам (СанПиН в РФ, регламенты ЕАЭС).
Для подтверждения безопасности необходимо провести лабораторные испытания миграции вредных веществ. Если линия производит листы из вторичного сырья для пищевой упаковки, требуется сложная процедура одобрения, включающая проверку технологии глубокой очистки флекса. Альтернативный путь — позиционирование продукции как “технической” или “для непищевого контакта”, что проще в оформлении, но ограничивает рынки сбыта.
Получение эко-маркировки (например, “Листок жизни” или аналоги) становится мощным маркетинговым инструментом. Покупатели все чаще выбирают поставщиков, способных документально подтвердить процент переработанного содержимого в продукте.
FAQ: Ответы на популярные вопросы
Какова минимальная площадь помещения для размещения линии?
Для компактной линии производительностью до 300 кг/час потребуется помещение площадью от 150 до 200 кв. метров. Сюда входит зона хранения сырья (сухое и отапливаемое), производственный цех с высотой потолков не менее 4 метров (для вертикальной загрузки бункеров), зона готовой продукции и бытовые помещения. Важно обеспечить хорошую вентиляцию, так как процесс экструзии сопровождается выделением тепла.
Можно ли производить цветные листы на одной линии?
Да, современные линии позволяют быстро менять цвета. Однако переход с темного цвета на светлый требует тщательной промывки шнека и головки, что занимает время и приводит к потере материала. Оптимальная стратегия — планировать производство партиями: сначала вся гамма темных оттенков, затем светлых. Для частой смены цветов рекомендуется использование специальных purge-компounds (очистительных составов).
Насколько сложно найти квалифицированный персонал?
Оператор экструзионной линии — профессия дефицитная. Обучение нового сотрудника занимает от 2 до 4 недель под руководством опытного технолога. При покупке оборудования обязательно требуйте от поставщика расширенного курса обучения для вашего персонала, включая модули по troubleshooting (поиску неисправностей). Автоматизация процессов частично снижает зависимость от человеческого фактора, но контроль визуального качества остается за оператором.
Что делать с обрезью (кромкой листа)?
Отходы производства (кромка и бракованные листы) являются ценным ресурсом. Их необходимо измельчать в дробилке и возвращать в производственный цикл. Обычно доля возврата составляет 10-15% от общего веса. Для сохранения качества рекомендуется смешивать дробленку с первичным сырьем в пропорции не более 20-30%, либо использовать её для производства нижнего слоя в трехслойных листах.
Есть ли сезонность в продаже ПЭТ-листов?
Сезонность умеренная. Спрос на упаковку (блистеры, лотки) традиционно растет в четвертом квартале (подготовка к Новому году) и перед летним сезоном (упаковка для фруктов и ягод). Строительный сегмент более активен в весенне-летний период. Грамотное планирование складских запасов и маркетинговых активностей позволяет сгладить эти колебания и поддерживать равномерную загрузку линии круглый год.
Заключение: ваш шаг к успешному производству
Инвестиции в линию по производству ПЭТ-листов в 2026 году — это вклад в устойчивое будущее с понятной экономической моделью. Рынок диктует новые правила: побеждают те, кто умеет эффективно комбинировать первичное и вторичное сырье, контролировать качество на каждом этапе и гибко реагировать на запросы клиентов.
Успех проекта зависит не столько от бренда оборудования, сколько от глубины проработки бизнес-процессов: надежности цепочек поставок сырья, квалификации команды и грамотной стратегии сбыта. Начните с детального анализа локального рынка, выберите технологию, соответствующую вашим ресурсам, и не экономьте на качестве ключевого оборудования. Переработка пластика — это марафон, где выносливость и технологичность определяют лидера.
Готовность к запуску в 2026 году означает, что вы уже сегодня должны приступать к выбору поставщика, аудиту помещения и формированию команды. Время благоприятных возможностей для входа в отрасль ограничено: чем раньше вы займете свою нишу, тем сложнее будет конкурентам потеснить вас в будущем.