Эффективная линия по производству листов пэ для современного бизнеса
2026-05-12
содержание
- Что такое линия по производству листов ПЭ и почему она важна для современного бизнеса
- Принцип работы и ключевые компоненты экструзионной линии
- Типы линий и их технические характеристики
- Актуальные тренды и технологические обновления 2024 года
- Как выбрать линию по производству листов ПЭ: пошаговое руководство
- Сравнительный анализ: Европейские, Китайские и Российские линии
- Экономическая эффективность и факторы формирования цены
- Часто задаваемые вопросы (FAQ)
- Заключение: Инвестиции в будущее вашего бизнеса
Линия по производству листов ПЭ — это комплекс автоматизированного оборудования для экструзии полиэтилена в плоские листы различной толщины и ширины. Современные решения позволяют перерабатывать первичное и вторичное сырье, обеспечивая высокую производительность от 200 до 1500 кг/час. Выбор правильной конфигурации напрямую влияет на рентабельность бизнеса, качество продукции и скорость окупаемости инвестиций в условиях растущего спроса на полимерные материалы.
Что такое линия по производству листов ПЭ и почему она важна для современного бизнеса
В условиях глобального роста рынка упаковки и строительства, линия по производству листов пэ становится ключевым активом для промышленных предприятий. Полиэтилен (ПЭ) низкого и высокого давления является одним из самых востребованных полимеров благодаря своей химической стойкости, влагостойкости и универсальности. Производство листового полиэтилена позволяет создавать материалы для гидроизоляции, рекламных конструкций, пищевой упаковки и сельскохозяйственных нужд.
Современный рынок диктует жесткие требования к качеству продукции. Потребители ожидают не только низкой цены, но и стабильных геометрических параметров, отсутствия дефектов поверхности и высоких механических свойств. Именно поэтому переход от ручного или полуавтоматического производства к полноценным автоматизированным линиям экструзии является критически важным шагом для масштабирования бизнеса.
Инвестиции в такое оборудование открывают возможности для работы как с первичным гранулятом, так и с переработанным сырьем, что особенно актуально в свете ужесточения экологических норм в России и странах СНГ. Эффективная линия позволяет минимизировать отходы, снижать энергопотребление и быстро перенастраиваться под выпуск продукции разных типоразмеров.
Для реализации этих задач необходим надежный партнер с глубоким пониманием технологий экструзии. Ярким примером такого подхода является компания ООО «Циндао Цзябэйдэ Машиностроение». Хотя основное внимание предприятия сосредоточено на полном спектре линий для производства пластиковых труб (включая PE, HDPE, ПВХ и специализированные шланги), накопленный инженерный опыт в области переработки полиэтилена позволяет компании предлагать эффективные и стабильные решения также и для смежных направлений, таких как производство листовых материалов. Стремление предоставлять комплексные решения, охватывающие множество областей применения полимеров, делает их технологии актуальными для предприятий, ищущих баланс между надежностью оборудования и гибкостью производственных процессов.
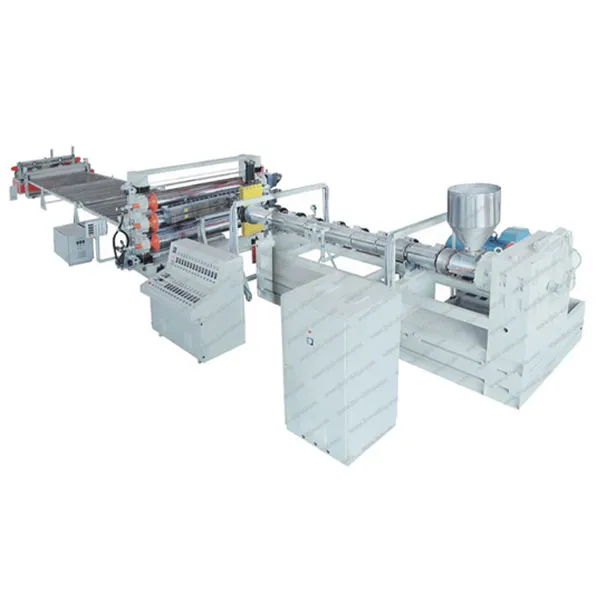
Принцип работы и ключевые компоненты экструзионной линии
Понимание технологического процесса необходимо для правильного выбора оборудования и настройки производственного цикла. Линия по производству листов ПЭ представляет собой последовательную цепь агрегатов, каждый из которых выполняет строго определенную функцию. Нарушение синхронизации между узлами может привести к браку продукции или снижению производительности.
Экструдер: сердце производственной линии
Основным элементом является одно- или двухшнековый экструдер. Его задача — плавление гранул полиэтилена и гомогенизация расплава. Для производства листов чаще всего используются одношнековые экструдеры с зоной дегазации, что позволяет удалять влагу и летучие вещества из сырья без предварительной сушки.
- Зона загрузки: подача гранул из бункера в цилиндр.
- Зона пластикации: нагрев и плавление материала за счет трения и внешних нагревателей.
- Зона дозирования: создание равномерного давления перед головкой.
Современные модели оснащены частотными преобразователями, позволяющими точно регулировать скорость вращения шнека, что критично при работе с разными марками полиэтилена (ПНД, ПВД, ЛПНП).
Фильтр расплава и адаптер
Перед попаданием в формующую головку расплав проходит через систему фильтрации. Это обязательный этап, особенно при использовании вторичного сырья. Сетка фильтра задерживает механические примеси, предотвращая появление дефектов на поверхности листа. Адаптер обеспечивает плавный переход потока материала от цилиндра экструдера к плоскощелевой головке.
Плоскощелевая головка (Die Head)
Это самый точный узел линии, определяющий геометрию будущего листа. Головка формирует бесконечную полосу расплава заданной ширины и толщины. Качественные головки оснащаются системами терморегулирования по зонам и механическими или автоматическими устройствами для регулировки зазора (болты регулировки или системы автоматического контроля толщины).
Каландр и система охлаждения
После выхода из головки горячий лист попадает на полировальный каландр — систему из трех или более валов. Здесь происходит окончательное формирование толщины, калибровка и охлаждение материала. Температура валов строго контролируется через систему термостатирования (вода или масло). От качества полировки валов зависит глянец и прозрачность готового изделия.
Узел обрезки и намотки
Завершающий этап включает обрезку неровных кромок листа и намотку готовой продукции в рулоны или резку на листы заданной длины. Автоматические узлы намотки обеспечивают постоянное натяжение, предотвращая деформацию рулона при хранении и транспортировке.
Типы линий и их технические характеристики
Выбор конкретной конфигурации зависит от планируемого ассортимента продукции и объемов выпуска. На современном рынке представлено несколько основных типов линий, различающихся по конструкции экструдера и назначению.
Линии для ПНД (Полиэтилен Низкого Давления)
Оборудование для переработки ПНД характеризуется высокой степенью сжатия шнека и усиленной системой охлаждения, так как этот материал имеет более высокую температуру плавления и вязкость. Такие линии идеальны для производства строительных пленок, геомембран и технических листов.
Линии для ПВД и ЛПНП (Полиэтилен Высокого Давления и Линейный)
Для работы с мягкими марками полиэтилена требуются экструдеры с особой геометрией шнека, предотвращающей перегрев материала. Эти линии часто используются для производства упаковочных листов, стретч-пленок и материалов для сельского хозяйства.
Коэкструзионные линии (Многослойные)
Наиболее технологически продвинутый вариант. Позволяет производить многослойные листы, комбинируя разные типы полимеров. Например, внешний слой может быть из дорогого первичного ПВД для глянца, а внутренний — из вторичного ПНД для прочности и снижения себестоимости. Такая линия по производству листов пэ требует наличия нескольких экструдеров и сложной объединяющей головки.
| Параметр | Компактная линия (Лабораторная/Малый бизнес) | Промышленная стандартная линия | Высокоскоростная коэкструзионная линия |
|---|---|---|---|
| Диаметр шнека | 45–65 мм | 90–120 мм | 120–150 мм + доп. экструдеры |
| Производительность | до 150 кг/час | 300–800 кг/час | 1000–1500+ кг/час |
| Ширина листа | до 1000 мм | 1200–2500 мм | до 3000 мм и более |
| Толщина листа | 0.2–2.0 мм | 0.1–5.0 мм | 0.05–10.0 мм (многослой) |
| Уровень автоматизации | Базовый (ручная настройка) | Средний (ПЛК управление) | Высокий (автоматический контроль толщины) |
| Целевое применение | Нишевые продукты, тестирование | Массовое производство упаковки | Крупные заказы, спец. материалы |
Актуальные тренды и технологические обновления 2024 года
Индустрия переработки полимеров находится в стадии активной трансформации. Производители оборудования внедряют инновации, направленные на повышение энергоэффективности и расширение сырьевой базы. При выборе линии в текущем году следует обращать внимание на следующие тенденции.
Интеграция систем Industry 4.0
Современные линии все чаще оснащаются продвинутыми системами SCADA и IoT-датчиками. Оператор может контролировать температуру зон, давление расплава и скорость линии через планшет или смартфон. Системы предиктивной аналитики предупреждают о возможном износе подшипников или нагревателей до возникновения поломки, минимизируя простои.
Работа с высоким содержанием вторичного сырья
В ответ на глобальный запрос на устойчивое развитие, новые модели экструдеров оптимизированы для переработки гранулята с содержанием рециклата до 80-90%. Усовершенствованные системы дегазации и фильтрации (включая автоматические сеткосменщики) позволяют получать продукцию высокого качества даже из неоднородного сырья.
Энергосберегающие приводы
Замена традиционных двигателей на сервоприводы нового поколения и использование индукционного нагрева вместо резистивного позволяют снизить потребление электроэнергии на 20-30%. Учитывая рост тарифов на энергоносители, этот фактор становится решающим при расчете окупаемости оборудования.
Автоматический контроль толщины (AGC)
Системы автоматического регулирования толщины в реальном времени становятся стандартом даже для линий среднего класса. Датчики сканируют полотно листа и автоматически подстраивают болты регулировки головки или скорость вытяжки, обеспечивая допуск по толщине в пределах ±3-5%. Это критически важно для экономии сырья и соблюдения требований крупных заказчиков.
Как выбрать линию по производству листов ПЭ: пошаговое руководство
Выбор оборудования — это стратегическое решение, определяющее конкурентоспособность предприятия на годы вперед. Ошибки на этом этапе могут привести к миллионным убыткам. Ниже представлен алгоритм действий для потенциального покупателя.
Шаг 1: Определение продуктовой матрицы
Четко сформулируйте, что именно вы будете производить. Будет ли это тонкая упаковочная пленка, толстые строительные листы или многослойные композиты? От этого зависит выбор типа головки, диаметра шнека и количества зон охлаждения. Универсальных линий «для всего» не существует; попытка охватить весь спектр часто приводит к посредственному качеству во всех нишах.
Шаг 2: Анализ сырьевой базы
Оцените доступность и стоимость сырья в вашем регионе. Если вы планируете работать преимущественно на вторичном грануляте, вам потребуется линия с мощной системой фильтрации и дегазации. Если же фокус на первичном сырье премиум-класса, можно сэкономить на системах очистки, но инвестировать в точность дозирования и температурный контроль.
Шаг 3: Расчет требуемой производительности
Не гонитесь за максимальной скоростью. Производительность должна соответствовать объему ваших заказов и логистическим возможностям. Перегруженная линия работает на износ, а недогруженная увеличивает себестоимость единицы продукции из-за постоянных расходов на электроэнергию и персонал. Оптимальная загрузка составляет 70-80% от паспортной мощности.
Шаг 4: Оценка уровня автоматизации и сервиса
Проверьте наличие сервисной поддержки в вашем регионе. Сложное оборудование требует квалифицированного обслуживания. Убедитесь, что поставщик предоставляет запчасти, программное обеспечение на русском языке и обучение для операторов. Наличие удаленного доступа для диагностики инженерами завода-изготовителя является большим преимуществом.
Сравнительный анализ: Европейские, Китайские и Российские линии
Рынок оборудования для экструзии листов ПЭ сегментирован по происхождению техники. Каждый сегмент имеет свои преимущества и недостатки, которые необходимо учитывать при принятии решения о покупке.
Европейские производители (Германия, Италия, Австрия)
Лидеры в области высоких технологий и надежности. Их оборудование отличается исключительной точностью, долговечностью и передовыми системами автоматизации.
- Преимущества: высочайшее качество сборки, минимальный брак, возможность работы с экзотическими материалами, долгий срок службы (15+ лет).
- Недостатки: очень высокая начальная стоимость, длительные сроки поставки, дорогое сервисное обслуживание и запчасти.
- Для кого: крупные холдинги, производители специализированной продукции для медицины или пищевой промышленности.
Китайские производители
Занимают большую долю рынка благодаря агрессивной ценовой политике и быстрому развитию технологий.
- Преимущества: низкая цена, широкий модельный ряд, короткие сроки изготовления, гибкость в кастомизации под заказчика.
- Недостатки: нестабильное качество комплектующих (часто требуется замена электрики и подшипников на европейские аналоги), риск скрытых дефектов, сложности с гарантийным обслуживанием.
- Для кого: стартапы, малый и средний бизнес, производство технической продукции невысокого класса.
Российские производители и сборщики
В последние годы наблюдается рост компетенций отечественных машиностроителей, предлагающих разумный баланс цены и качества.
- Преимущества: адаптация под местные условия эксплуатации, доступность запчастей, сервисная поддержка на родном языке, отсутствие логистических рисков.
- Недостатки: зависимость от импортных комплектующих (шнеки, датчики, ПЛК), иногда уступающая эргономика дизайна.
- Для кого: большинство средних предприятий, ориентированных на внутренний рынок РФ и страны ЕАЭС.
Экономическая эффективность и факторы формирования цены
Стоимость линии по производству листов ПЭ варьируется в широком диапазоне: от 3-5 миллионов рублей за компактные установки до 50-100 миллионов рублей за высокотехнологичные комплексы. Понимание структуры ценообразования поможет избежать переплаты за ненужные функции или покупки неликвида.
Основные факторы, влияющие на цену
- Материал исполнения: Использование биметаллических сплавов для цилиндров и шнеков увеличивает ресурс работы с абразивными наполнителями, но повышает стоимость на 20-30%.
- Система управления: Простые панели оператора стоят дешево, тогда как интеграция с Siemens или Allen-Bradley и установка систем автоматического контроля толщины может удвоить стоимость электрической части линии.
- Бренд комплектующих: Линия, собранная из редукторов SEW, двигателей Siemens и подшипников SKF, будет стоить дороже аналога с китайскими или турецкими компонентами, но обеспечит стабильность работы.
- Дополнительные опции: Станции грануляции отходов, роботы-упаковщики, конвейеры подачи сырья — все это увеличивает итоговый чек, но снижает операционные расходы.
Расчет окупаемости (ROI)
При грамотном подходе срок окупаемости современной линии составляет от 12 до 24 месяцев. Ключевыми драйверами рентабельности являются:
- Минимизация отходов за счет точной калибровки толщины.
- Возможность использования более дешевого вторичного сырья без потери качества.
- Высокая скорость работы, позволяющая выполнять крупные заказы в сжатые сроки.
- Энергоэффективность нового оборудования по сравнению с устаревшими аналогами.
Важно учитывать не только закупочную цену, но и совокупную стоимость владения (TCO), включающую расходы на электроэнергию, ремонт, простои и квалификацию персонала.
Часто задаваемые вопросы (FAQ)
Можно ли на одной линии производить листы разной толщины?
Да, современные линии позволяют варьировать толщину листа в определенном диапазоне (обычно от 0,1 до 5 мм) путем изменения скорости вытяжки, зазора в головке и температуры зон. Однако кардинальная смена диапазона (например, с 0,2 мм на 5 мм) может потребовать замены шнека или фильтрующей сетки для обеспечения стабильного давления.
Какой процент вторичного сырья можно использовать?
Это зависит от качества вторичного гранулята и конфигурации линии. Стандартные установки комфортно работают с добавлением 20-40% рециклата. Специализированные линии с усиленной дегазацией и многоступенчатой фильтрацией позволяют достигать доли вторичного сырья до 80-90%, сохраняя приемлемые механические свойства продукта.
Требуется ли специальное помещение для установки линии?
Да, помещение должно соответствовать ряду требований: высота потолков не менее 4-5 метров (для монтажа бункеров и кран-балок), наличие усиленного фундамента под экструдер и каландр, хорошая вентиляция (вытяжка над зоной загрузки и головкой), а также подводка промышленного электричества (380В) и воды для системы охлаждения.
Сложно ли найти операторов для такого оборудования?
Базовое управление современной линией интуитивно понятно благодаря сенсорным панелям. Однако для настройки рецептур, устранения неполадок и проведения профилактического обслуживания требуется персонал с техническим образованием или прошедший специальное обучение у поставщика оборудования. Большинство производителей предлагают курсы обучения при покупке линии.
Какова гарантия на оборудование?
Стандартная гарантия на основное оборудование (экструдер, станина) обычно составляет 12-24 месяца. На быстроизнашивающиеся детали (грейки, термопары, фильтры) гарантия может быть меньше или отсутствовать. Важно внимательно изучать договор и условия предоставления гарантии, особенно при импорте оборудования.
Заключение: Инвестиции в будущее вашего бизнеса
Выбор и внедрение линии по производству листов пэ — это не просто покупка станка, это создание фундамента для долгосрочного развития предприятия. Рынок полимерных материалов продолжает расти, открывая новые возможности в строительстве, сельском хозяйстве и упаковке. Ключ к успеху лежит в балансе между технологическими возможностями оборудования, качеством сырья и квалификацией команды.
Современные тенденции указывают на неизбежность автоматизации и экологизации производства. Линии, способные эффективно перерабатывать вторичное сырье и минимизировать энергозатраты, станут единственными выжившими игроками в условиях ужесточающейся конкуренции. Не экономьте на ключевых узлах и сервисной поддержке — надежное оборудование окупится многократно за счет стабильного выпуска качественной продукции.
Прежде чем сделать финальный выбор, проведите тщательный аудит своих потребностей, запросите демонстрацию работы оборудования на реальных материалах и просчитайте экономическую модель с учетом всех рисков. Правильно подобранная линия станет вашим главным союзником в завоевании рыночной доли и построении сильного бренда.