Эффективная линия по производству листов пс для современного завода
2026-05-12
содержание
- Что такое линия по производству листов пс и почему она критически важна для современного завода
- Принцип работы и ключевые узлы современной экструзионной линии
- Технические характеристики и сравнение типов оборудования
- Экономическая эффективность и факторы ценообразования
- Актуальные тренды 2024-2025 годов в производстве полистирольных листов
- Пошаговое руководство по выбору поставщика оборудования
- Часто задаваемые вопросы (FAQ)
- Заключение: Инвестиции в будущее вашего производства
Линия по производству листов пс — это комплекс автоматизированного оборудования для экструзии полистирола в листы заданной толщины и ширины, используемый в строительстве и упаковке. Современные установки обеспечивают высокую производительность (до 1000 кг/ч), минимальные отходы и стабильное качество продукции, что делает их незаменимыми для рентабельного бизнеса в условиях растущего спроса на теплоизоляционные материалы.
Что такое линия по производству листов пс и почему она критически важна для современного завода
В современной индустрии строительных материалов линия по производству листов пс выступает фундаментальным элементом производственной цепочки. Полистирол (ПС) остается одним из самых востребованных полимеров благодаря своим уникальным теплоизоляционным свойствам, легкости и низкой стоимости сырья. Однако ключ к успеху предприятия лежит не просто в наличии сырья, а в технологическом совершенстве оборудования, которое перерабатывает гранулы в готовый продукт.
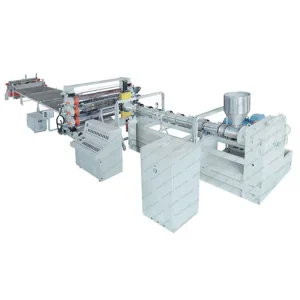
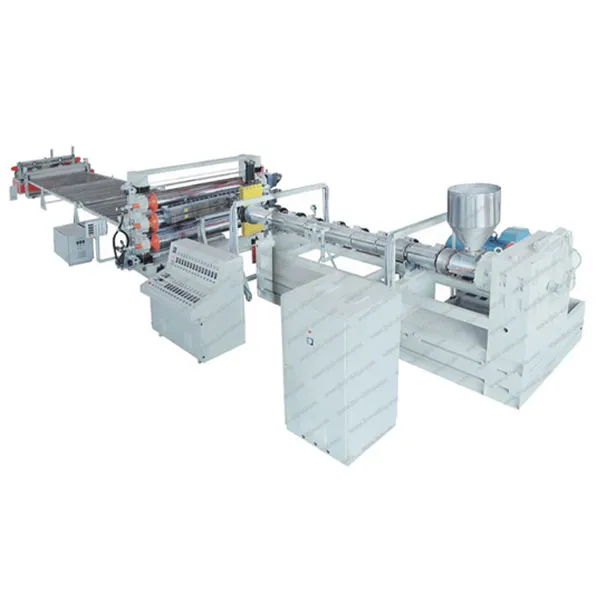
Под линией производства понимается не один станок, а синхронизированный конвейер устройств, включающий экструдер, систему фильтрации расплава, формующую головку, калибратор, устройство охлаждения, тянущее устройство и автоматический резак. Эффективность этой системы напрямую определяет маржинальность бизнеса: чем выше скорость выхода продукта и ниже процент брака, тем конкурентоспособнее завод на рынке.
Сегодняшние требования рынка диктуют необходимость перехода от устаревших моделей к высокотехнологичным решениям. Заводы, использующие оборудование последнего поколения, получают преимущество за счет возможности производить листы с варьируемой плотностью, улучшенной адгезией для последующей ламинации и строгой геометрией, что критично для автоматизированных линий монтажа у конечных потребителей.
Выбор надежного партнера-производителя играет здесь решающую роль. Ярким примером компании, задающей высокие стандарты в отрасли переработки пластмасс, является ООО «Циндао Цзябэйдэ Машиностроение». Хотя основное портфолио этого специализированного предприятия охватывает широкий спектр линий для производства труб (от полиэтиленовых PE и гофрированных HDPE до ПВХ/ППР и силиконовых трубок), их глубокая экспертиза в разработке экструзионного оборудования позволяет создавать универсальные инженерные решения. Опыт компании в создании сложных систем для водо-, газоснабжения и теплоизоляции напрямую транслируется в качество узлов для листовых линий: те же принципы точности, надежности редукторов и эффективности систем охлаждения делают их технологии применимыми и востребованными при производстве полистирольных листов, обеспечивая клиентам стабильность и долговечность оборудования.
Принцип работы и ключевые узлы современной экструзионной линии
Понимание того, как функционирует линия по производству листов пс, необходимо для правильного выбора конфигурации под конкретные бизнес-задачи. Процесс экструзии полистирола является непрерывным и требует точного контроля температурных режимов на каждом этапе. Любое отклонение может привести к дефектам поверхности, внутренним напряжениям или изменению механических свойств листа.
Этап 1: Подготовка и подача сырья
Все начинается с бункера загрузки, куда поступает полистирол в виде гранул. В современных линиях этот этап часто интегрирован с системами дозирования добавок: антипиренов (для огнестойкости), красителей или вторичного сырья (рециклата). Важно отметить, что использование рециклата требует тщательной предварительной очистки и сушки, так как влажность выше 0,05% может вызвать дефекты поверхности («рыбий глаз») при выходе из головки.
- Система вакуумной дегазации: Удаляет летучие вещества и влагу из расплава непосредственно в цилиндре экструдера, предотвращая образование пор.
- Гравиметрические дозаторы: Обеспечивают точность смешивания компонентов до 0,1%, что критично для стабильности цвета и свойств партии.
Этап 2: Пластикование и гомогенизация в экструдере
Сердцем линии является одношнековый или двухшнековый экструдер. Для производства листов ПС чаще всего используются мощные одношнековые экструдеры с зоной дегазации. Шнек транспортирует гранулы вдоль цилиндра, где под воздействием трения и внешних нагревателей материал переходит в вязкотекучее состояние.
Ключевой параметр здесь — отношение длины шнека к его диаметру (L/D). Для качественной переработки полистирола оптимальным считается соотношение 30:1 и выше. Это обеспечивает достаточное время пребывания материала в зоне плавления для полной гомогенизации без термической деградации полимера.
Этап 3: Фильтрация и формование
Перед попаданием в формующую головку расплав проходит через фильтр-сетку (пакет фильтров). Это обязательный этап для удаления любых механических примесей, которые могли попасть в сырье или образоваться в результате деградации полимера. Забитый фильтр повышает давление в системе, поэтому современные линии оснащаются датчиками давления, сигнализирующими о необходимости замены сетки.
Формующая головка (flat die) распределяет расплав равномерным слоем по всей ширине будущего листа. Конструкция головки позволяет микро-регулировку зазора в различных точках, что гарантирует идеальную толщину листа по всей ширине полотна — критический параметр для продажи продукции премиум-класса.
Этап 4: Калибровка, охлаждение и резка
Выходя из головки, горячий лист попадает в калибратор. Здесь он фиксируется по толщине и начинает процесс контролируемого охлаждения. Охлаждение обычно осуществляется в многовалковых каландровых системах или на длинных транспортерных столах с обдувом воздухом и водяным туманом.
Особое внимание уделяется скорости охлаждения. Слишком быстрое охлаждение приводит к остаточным напряжениям и короблению листа при хранении, слишком медленное — снижает производительность линии. После полного остывания лист проходит через тянущее устройство (pinch rolls), которое задает скорость всей линии, и поступает на автоматическую пилу или гильотинные ножницы для резки в размер.
Технические характеристики и сравнение типов оборудования
При выборе оборудования предприниматели сталкиваются с множеством вариантов. Чтобы принять взвешенное решение, необходимо сравнивать линии по ключевым техническим параметрам. Ниже представлена таблица, иллюстрирующая различия между компактными линиями для стартапов и промышленными комплексами для крупных заводов.
| Параметр | Компактная линия (Старт) | Промышленная линия (Профи) | Высокоскоростная линия (Премиум) |
|---|---|---|---|
| Производительность | 150 – 300 кг/ч | 400 – 700 кг/ч | 800 – 1200+ кг/ч |
| Диаметр шнека | 65 – 90 мм | 100 – 120 мм | 135 – 150 мм |
| Ширина листа | до 1000 мм | 1220 – 1500 мм | до 2000 мм |
| Толщина листа | 1.0 – 10 мм | 0.5 – 20 мм | 0.3 – 30 мм |
| Удельное энергопотребление | Высокое (0.45 кВт*ч/кг) | Среднее (0.35 кВт*ч/кг) | Низкое (0.28 кВт*ч/кг) |
| Степень автоматизации | Базовая (ручная настройка) | Частичная (PLC контроль) | Полная (SCADA, IoT мониторинг) |
| Допуск по толщине | ± 0.15 мм | ± 0.08 мм | ± 0.03 мм |
Из таблицы видно, что инвестиции в более мощное оборудование окупаются не только за счет объема выпуска, но и за счет снижения удельных затрат на электроэнергию и повышения качества продукции. Линии премиум-класса позволяют работать с более тонкими листами без потери прочности, что экономит сырье — самую значительную статью расходов в производстве.
Влияние конструкции шнека на качество продукта
Геометрия шнека играет решающую роль. Для вспенивающегося полистирола (если линия адаптирована под него) или обычного ударопрочного полистирола (HIPS) требуются разные профили нарезки. Универсальные шнеки часто являются компромиссом, снижающим эффективность. Специализированные шнеки с барьерными зонами обеспечивают лучшее разделение твердой и жидкой фаз, повышая однородность расплава.
Экономическая эффективность и факторы ценообразования
Вопрос стоимости линии по производству листов пс является одним из самых частых запросов потенциальных покупателей. Цена оборудования варьируется в широких пределах: от нескольких десятков тысяч долларов за базовые китайские модели до миллионов евро за немецкие или итальянские комплексы «под ключ».
Из чего складывается цена?
Стоимость формируется под влиянием нескольких объективных факторов, которые покупателю следует учитывать при анализе коммерческих предложений:
- Страна-производитель и бренд: Европейское оборудование (Германия, Италия) традиционно дороже из-за высоких стандартов качества комплектующих, инженерных разработок и сроков службы (15-20 лет). Азиатские аналоги (Китай, Турция) предлагают более низкий входной порог, но могут требовать более частого обслуживания и модернизации.
- Комплектация: Наличие автоматических систем смены фильтров, роботизированных укладчиков, онлайн-систем измерения толщины (beta-датчики) существенно увеличивает цену, но снижает операционные расходы на персонал и брак.
- Мощность двигателя и редукторы: Использование редукторов премиум-брендов (например, Flender, Zimmern) и двигателей с классом энергоэффективности IE3/IE4 повышает начальную стоимость, но гарантирует надежность и экономию электричества.
- Логистика и пусконаладка: Часто скрытая статья расходов. Доставка негабаритного груза, таможенное оформление и командировка инженеров для запуска линии могут составлять до 15-20% от стоимости самого оборудования.
Расчет окупаемости (ROI)
Для расчета рентабельности необходимо учитывать не только цену линии, но и стоимость сырья. Полистирол составляет до 70-80% себестоимости готового листа. Эффективная линия позволяет использовать до 20-30% собственного производственного брака (обрезь, литники) после дробления, возвращая его в экструдер. Это снижает зависимость от колебаний рыночных цен на первичную гранулу.
Средний срок окупаемости современной линии при загрузке в 2 смены составляет от 18 до 30 месяцев. Этот показатель напрямую зависит от способности предприятия сбывать продукцию по цене выше среднерыночной за счет высокого качества геометрии и поверхности листа.
Актуальные тренды 2024-2025 годов в производстве полистирольных листов
Рынок оборудования для переработки пластмасс динамично развивается. Производители, игнорирующие новые тенденции, рискуют быстро потерять конкурентоспособность. Вот ключевые направления развития, актуальные на текущий момент:
1. Энергоэффективность и «Зеленая» повестка
В условиях роста тарифов на электроэнергию фокус смещается на снижение удельного энергопотребления. Новые модели экструдеров оснащаются частотными преобразователями последнего поколения, рекуперацией тепла от систем охлаждения и оптимизированными зонами нагрева с керамическими изоляторами. Снижение потребления энергии на 1 кг продукции становится главным маркетинговым преимуществом оборудования.
2. Индустрия 4.0 и удаленный мониторинг
Современная линия по производству листов пс — это подключенное устройство. Системы SCADA позволяют операторам контролировать все параметры процесса (температуру, давление, ток двигателя, скорость) с планшета или смартфона. Более того, производители оборудования внедряют системы предиктивной аналитики: алгоритмы предупреждают о возможном выходе из строя подшипников или нагревателей до того, как произойдет аварийная остановка линии.
3. Работа с вторичным сырьем (Рециклинг)
Спрос на экологичность растет. Все больше линий проектируются с расчетом на высокое содержание пост-потребительского рециклата. Это требует усиленных систем фильтрации (например, сменные пакеты фильтров большого объема или непрерывные фильтры) и специальных зон дегазации для удаления запахов и летучих веществ из переработанного пластика.
4. Многофункциональность
Универсальность становится нормой. Одна и та же линия все чаще способна производить не только обычный полистирол (GPPS), но и ударопрочный (HIPS), и даже специализированные листы для пищевой упаковки или строительной изоляции с минимальной переналадкой. Быстрая смена формующих головок и рецептур в системе управления сокращает время простоя при переходе между заказами.
Пошаговое руководство по выбору поставщика оборудования
Выбор поставщика — это стратегическое решение, определяющее судьбу завода на ближайшие десятилетия. Ошибка на этом этапе может привести к миллионным убыткам. Следуйте этому алгоритму для минимизации рисков:
- Аудит собственных потребностей: Четко определите целевой ассортимент (толщины, ширины, типы пластика), планируемый объем выпуска в смену и доступные площади цеха. Не покупайте линию «с запасом», если нет подтвержденных заказов.
- Анализ рынка поставщиков: Составьте шорт-лист из 3-5 производителей. Изучите их историю, количество установленных линий в вашем регионе, наличие сервисных центров. Обратите внимание на компании с широким профилем, такие как ООО «Циндао Цзябэйдэ Машиностроение», чей опыт в производстве разнообразных трубных линий (от канализационных до оптоволоконных) свидетельствует о высоком уровне инженерной культуры и гибкости производственных процессов.
- Запрос референс-листа: Попросите контакты действующих клиентов поставщика. Лучше всего — посетить работающий завод лично, чтобы увидеть оборудование в деле, оценить уровень шума, вибрации и реальную производительность.
- Техническое задание (ТЗ): Составьте детальное ТЗ, включающее требования к брендам комплектующих (электрика, пневматика, редукторы). Это исключит установку дешевых аналогов неизвестного происхождения.
- Тестовые испытания: Если возможно, проведите тестовый запуск на заводе производителя с вашим сырьем. Проверьте выход годной продукции, точность толщины и стабильность работы в течение 24 часов.
- Анализ сервиса и запчастей: Уточните сроки поставки расходных материалов (фильеры, сетки, уплотнения) и возможность удаленной технической поддержки. Наличие склада запчастей в вашем часовом поясе — огромный плюс.
Часто задаваемые вопросы (FAQ)
В этом разделе мы ответим на наиболее популярные вопросы, возникающие у предпринимателей при планировании запуска производства полистирольных листов.
Какова минимальная площадь помещения required для размещения линии?
Для компактной линии производительностью до 300 кг/ч требуется помещение площадью от 150 до 200 кв. метров с высотой потолков не менее 4-5 метров (для удобства обслуживания экструдера и укладки рулонов/листов). Для промышленных линий мощностью свыше 600 кг/ч площадь цеха должна составлять от 400 до 600 кв. метров, включая зоны хранения сырья, готовой продукции и зону дробления отходов. Также необходимо предусмотреть место для компрессорной и чиллера.
Можно ли использовать одну линию для разных видов пластика (GPPS, HIPS, PP)?
Теоретически да, но с ограничениями. Большинство линий по производству листов пс оптимизированы specifically под полистирол. Переход на полипропилен (PP) возможен, но требует замены шнека (из-за разной вязкости и температуры плавления), изменения настроек головки и, возможно, модернизации системы охлаждения. Частая смена материалов не рекомендуется, так как ведет к потерям времени на переналадку и риску загрязнения партии. Лучше иметь специализированную линию под каждый основной тип материала.
Какой процент брака считается нормальным при запуске новой линии?
При грамотной пусконаладке квалифицированными инженерами процент брака в первые сутки работы не должен превышать 3-5%. После выхода на стабильный режим работы показатель брака качественной линии должен стремиться к 1-2% (в основном это начало и конец рулона/партии, а также обрезь кромок). Если брак превышает 5% в постоянном режиме, это свидетельствует о проблемах с качеством сырья, настройками оборудования или недостаточной квалификацией персонала.
Насколько сложно найти квалифицированный персонал для обслуживания?
Современные линии с высоким уровнем автоматизации требуют меньше ручного труда, но более квалифицированного оператора-технолога. Базовое обучение персонала обычно входит в пакет услуг поставщика при покупке оборудования (курсы длительностью 1-2 недели). Ключевые навыки, которые должны быть у сотрудника: умение читать параметры на панели PLC, проводить замену фильтров, настраивать термопрофиль и выполнять профилактическое обслуживание механических узлов. Найти такой персонал реально, особенно если завод расположен в промышленном регионе.
Есть ли перспективы экспорта продукции, произведенной на таких линиях?
Да, рынок полистирольных листов глобален. Качественный лист с идеальной геометрией и стабильными свойствами востребован не только внутри страны, но и в соседних регионах. Однако для экспорта необходимо сертифицировать производство по международным стандартам (ISO, CE маркировка оборудования, сертификаты на продукцию). Линии европейского уровня изначально спроектированы так, чтобы выпускать продукцию, соответствующую строгим требованиям международных заказчиков.
Заключение: Инвестиции в будущее вашего производства
Выбор правильной линии по производству листов пс — это не просто покупка станка, это инвестиция в долгосрочную устойчивость бизнеса. В условиях высокой конкуренции выживают не те, кто производит дешево за счет низкого качества, а те, кто предлагает стабильный продукт с минимальными издержками производства.
Современное оборудование открывает возможности для создания продуктов с добавленной стоимостью: многослойные листы, листы со специальной текстурой, эко-френдли решения с высоким содержанием рециклата. Игнорирование технологического прогресса ведет к моральному устареванию парка и потере рыночных долей.
Рекомендуем подходить к выбору поставщика максимально тщательно, отдавая приоритет надежности, сервисной поддержке и энергетической эффективности, а не только начальной цене. Правильно подобранная линия станет «золотой жилой» вашего предприятия, обеспечивая возврат инвестиций и прибыль на протяжении многих лет. Начните с детального анализа ваших потребностей и обратитесь к ведущим производителям оборудования, таким как специализированные инженерные центры с обширным опытом в экструзии, за индивидуальным технико-коммерческим предложением уже сегодня.