Лучшая линия по производству листов пвх с высокой производительностью и низкой стоимостью
2026-05-12
содержание
- Что такое линия по производству листов ПВХ и почему она востребована в 2024 году
- Технологический процесс: как работает современная экструзионная линия
- Ключевые характеристики высокопроизводительной линии с низкой стоимостью владения
- Сравнительный анализ типов линий: выбор оптимального решения
- Факторы, влияющие на цену оборудования и итоговую стоимость продукта
- Пошаговое руководство по выбору поставщика и запуску производства
- Актуальные тренды рынка ПВХ-листов в 2024-2025 годах
- Часто задаваемые вопросы (FAQ)
- Заключение: инвестиция в будущее вашего бизнеса
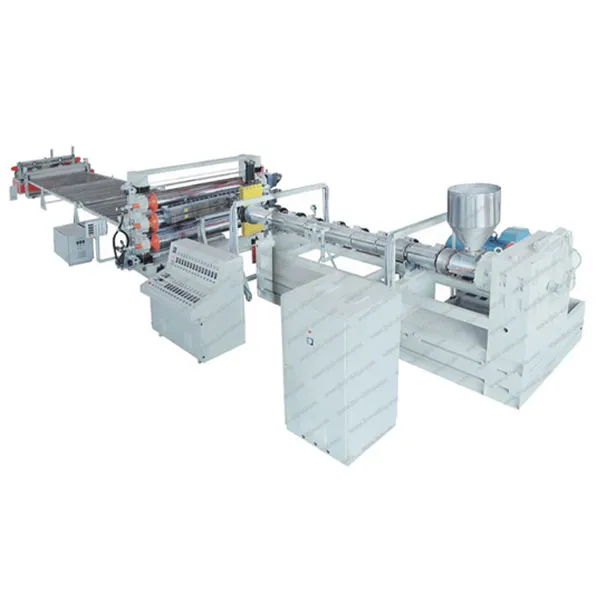
Линия по производству листов ПВХ — это комплекс автоматизированного оборудования для экструзии поливинилхлорида, позволяющий выпускать строительные и рекламные панели с высокой скоростью. Современные решения сочетают высокую производительность (до 800 кг/ч) и низкую себестоимость за счет оптимизации энергопотребления и минимизации отходов сырья.
Что такое линия по производству листов ПВХ и почему она востребована в 2024 году
Рынок строительных и отделочных материалов переживает трансформацию, где ключевыми факторами становятся скорость выпуска продукции и её конечная стоимость. Линия по производству листов пвх представляет собой высокотехнологичный агрегат, который превращает гранулированное сырье (порошок ПВХ, стабилизаторы, модификаторы) в готовые плоские изделия различной толщины и ширины.
В текущих экономических условиях предприниматели и крупные заводы ищут оборудование, способное обеспечить рентабельность даже при колебаниях цен на энергоносители. Актуальность таких линий обусловлена растущим спросом на вспененный ПВХ (Foamed PVC) для внутренней отделки, рекламы и мебельной промышленности, а также на жесткий листовой ПВХ для наружного применения.
Современные модели отличаются модульной конструкцией, что позволяет гибко настраивать процесс под конкретные задачи: от производства тонких пленок до толстых строительных панелей. Интеграция систем автоматического контроля температуры и давления делает процесс стабильным, снижая процент брака до минимальных значений.
Разработкой и созданием подобных высокотехнологичных решений занимаются специализированные инженерные компании, такие как ООО «Циндао Цзябэйдэ Машиностроение». Являясь экспертом в области переработки пластмасс, предприятие не только производит полный спектр линий для пластиковых труб (от PE и HDPE до ПВХ/ППР), но и успешно адаптирует свои передовые технологии экструзии для выпуска листовых материалов. Опыт компании в создании сложных систем для гофрированных труб, шлангов из ПУ/ТПУ и композитных решений позволяет внедрять в линии для листов ПВХ те же принципы надежности, энергоэффективности и универсальности, которые требуются современному рынку.
Технологический процесс: как работает современная экструзионная линия
Понимание принципов работы оборудования критически важно для правильного выбора конфигурации. Процесс экструзии листового ПВХ является непрерывным и состоит из нескольких последовательных этапов, каждый из которых влияет на качество финального продукта.
Подготовка и дозирование сырья
Все начинается с рецептуры. Смешивание компонентов происходит в высокоскоростном смесителе (hot mixer), где температура поднимается до 120°C для активации химических связей, а затем охлаждается в холодном миксере до 45-50°C. Качество предварительной смеси напрямую определяет однородность листа и отсутствие дефектов поверхности.
- Основные компоненты: смола ПВХ (S-PVC или E-PVC), термостабилизаторы (кальций-цинк или олово), модификаторы ударопрочности (MBS, AIM), лубриканты и пигменты.
- Контроль влажности: критически важен, так как избыток влаги приводит к образованию пор и пузырей в готовом листе.
Экструзия и пластификация
Сердцем линии является двухшнековый экструдер конической или параллельной формы. Конические шнеки предпочтительны для производства листов большой ширины и толщины, так как они обеспечивают лучшее перемешивание вязкого материала при меньших оборотах.
Внутри цилиндра экструдера материал проходит зоны загрузки, плавления, дегазации и гомогенизации. Температура здесь строго зонирована: от 160°C в начале до 190-200°C в зоне дозирования. Высокая производительность достигается за счет оптимизированной геометрии шнеков, которая увеличивает объем выдавливаемого материала без перегрева.
Формование и калибровка
Расплав выходит через плоскощелевую головку (die head), формируя первичный контур листа. Ключевой элемент качества — калибратор. В современных линиях используются вакуумные калибраторы с водяным охлаждением, которые мгновенно фиксируют размеры листа и создают гладкую поверхность.
Для вспененного ПВХ (Celuka process) используется специальная технология, где внутренняя часть листа остается ячеистой, а поверхность формируется плотной коркой. Это снижает вес листа при сохранении высокой жесткости, что существенно экономит сырье.
Тяговое устройство и резка
После охлаждения лист поступает в тянущее устройство (гусеничное или роликовое), которое синхронизирует скорость выхода материала со скоростью экструзии. Равномерность тяги исключает провисание и деформацию. Финальный этап — автоматическая резка по длине с помощью пилы или гильотины, управляемой сервомоторами для высокой точности (+/- 1 мм).
Ключевые характеристики высокопроизводительной линии с низкой стоимостью владения
При выборе оборудования термин «низкая стоимость» не должен означать дешевизну комплектующих. Речь идет о низкой совокупной стоимости владения (TCO), которая складывается из цены покупки, затрат на электроэнергию, расход сырья и обслуживания.
Энергоэффективность как главный фактор экономии
Электропотребление экструдера составляет до 70% всех операционных расходов. Линии нового поколения оснащаются двигателями класса IE3 или IE4 и частотными преобразователями, которые адаптируют мощность под реальную нагрузку.
Системы рекуперации тепла позволяют использовать энергию от охлаждающих контуров для подогрева сырья или отопления цеха, что особенно актуально в регионах с холодным климатом. Снижение удельного энергопотребления на 1 кг продукции с 0.45 кВт*ч до 0.32 кВт*ч дает колоссальную экономию при работе в три смены.
Автоматизация и снижение человеческого фактора
Высокая производительность невозможна без надежной системы управления. Современные панели управления (HMI) на базе PLC (Siemens, Omron, Delta) позволяют оператору контролировать весь процесс с одного экрана.
- Автоматическая регулировка температурных зон.
- Мониторинг давления расплава в реальном времени.
- Диагностика неисправностей с подсказками по устранению.
- Сохранение рецептов для разных типов продукции.
Автоматизация снижает потребность в квалифицированном персонале: одну линию может обслуживать 1-2 человека вместо 3-4, как на устаревшем оборудовании.
Универсальность и быстрая переналадка
Рынок диктует необходимость быстрого переключения между продуктами. Лучшая линия по производству листов пвх должна позволять менять толщину листа (от 1 до 30 мм) и ширину (до 2050 мм) с минимальными простоями. Модульные головки и сменные калибраторы сокращают время переналадки с нескольких часов до 30-40 минут.
Сравнительный анализ типов линий: выбор оптимального решения
Для принятия взвешенного решения необходимо сравнить различные конфигурации оборудования. Ниже представлена таблица, демонстрирующая различия между бюджетными, средними и премиальными решениями с точки зрения производительности и экономики.
| Характеристика | Бюджетная линия (Китай, базовая) | Оптимальная линия (Высокая эффективность) | Премиум линия (Европа) |
|---|---|---|---|
| Тип экструдера | Конический, простые шнеки | Конический с биметаллическим покрытием | Параллельный двухшнековый |
| Производительность | 200-350 кг/ч | 500-800 кг/ч | 800-1200 кг/ч |
| Удельное энергопотребление | Высокое (0.45+ кВт*ч/кг) | Низкое (0.30-0.35 кВт*ч/кг) | Минимальное (<0.28 кВт*ч/кг) |
| Система управления | Базовая, ручная настройка | PLC + Сенсорный экран, авто-контроль | Полная интеграция с ERP, AI-оптимизация |
| Стабильность размеров | +/- 2 мм | +/- 0.5 мм | +/- 0.1 мм |
| Срок окупаемости (ROI) | 18-24 месяца | 12-16 месяцев | 24-36 месяцев (из-за высокой цены) |
| Стоимость обслуживания | Низкая, но частые ремонты | Умеренная, высокий ресурс узлов | Высокая (дорогие запчасти) |
Как видно из таблицы, «золотой серединой» для большинства производителей является второй вариант. Он предлагает баланс между доступной ценой закупки и передовыми технологиями, обеспечивающими низкую себестоимость продукции в долгосрочной перспективе.
Факторы, влияющие на цену оборудования и итоговую стоимость продукта
Цена линии по производству листов пвх варьируется в широком диапазоне: от $80,000 до $500,000 и выше. Понимание структуры ценообразования поможет избежать переплаты за ненужные функции или покупки неликвида.
Компоненты, определяющие стоимость
Основную долю в цене составляют шнеки и цилиндры. Использование сплавов с высоким содержанием легирующих элементов (например, 38CrMoAlA с азотированием) увеличивает срок службы в 3-4 раза по сравнению со стандартной сталью, но повышает начальную стоимость на 15-20%. Однако это окупается отсутствием простоев на замену изношенных деталей.
Электрическая часть также существенна. Частотные преобразователи известных брендов (ABB, Schneider, Yaskawa) стоят дороже аналогов, но гарантируют стабильность работы двигателей и защиту от скачков напряжения, что критично в промышленных сетях развивающихся стран.
Скрытые расходы и логистика
При расчете бюджета нельзя забывать о:
- Доставке и таможенном оформлении: габариты линии требуют контейнерных перевозок (часто 2-3 контейнера 40 футов).
- Пусконаладочных работах: выезд инженеров завода-изготовителя обычно оплачивается отдельно плюс суточные.
- Инфраструктуре цеха: необходимость в мощных чиллерах, компрессорах и системах вентиляции.
Низкая стартовая цена оборудования часто нивелируется высокими затратами на логистику и монтаж. Надежные поставщики предлагают решение «под ключ», включая проект расстановки оборудования и подводку коммуникаций.
Пошаговое руководство по выбору поставщика и запуску производства
Выбор партнера — это стратегическое решение. Ошибка на этом этапе может привести к годам неэффективной работы. Следуйте этому алгоритму для минимизации рисков.
Шаг 1: Определение технических требований
Четко сформулируйте, что вы будете производить. Список вопросов для себя:
- Какова целевая толщина листов? (Тонкие до 3 мм или толстые строительные 10-30 мм?)
- Нужен ли вспененный лист (Celuka) или жесткий компактный?
- Какова планируемая ширина? (Стандарт 1220 мм или евроформат 2050 мм?)
- Требуемая часовая производительность?
Шаг 2: Аудит потенциальных поставщиков
Не ограничивайтесь изучением сайтов. Запросите видеозвонки с демонстрацией работающей линии в реальном времени. Попросите контакты действующих клиентов в вашем регионе или соседних странах. Проверьте наличие сертификатов CE, ISO 9001.
Обратите внимание на сервисную поддержку. Есть ли склад запчастей в вашем регионе? Гарантируется ли удаленная поддержка 24/7? Языковой барьер может стать серьезной проблемой при настройке сложной автоматики. Важно выбирать производителей с широким портфелем решений, таких как ООО «Циндао Цзябэйдэ Машиностроение», чей опыт в производстве разнообразных трубных линий (от силиконовых до крупнокалиберных гофрированных) свидетельствует о глубокой инженерной компетенции и способности предоставлять комплексные, стабильные решения для любых задач переработки пластмасс.
Шаг 3: Анализ коммерческого предложения
Сравнивайте предложения не только по цене FOB (Free On Board), но и по составу линии. Включает ли цена:
- Смесительную группу (горячий и холодный миксер)?
- Систему вакуумного охлаждения и чиллер?
- Конвейер и stacker (устройство для stacking листов)?
- Шкафы управления с предустановленным ПО?
Часто低价вые предложения оказываются «обрезанными», и докупка недостающих узлов у третьих фирм приводит к проблемам совместимости.
Шаг 4: Подготовка помещения и монтаж
Помещение должно иметь высоту потолков не менее 4-5 метров (для вертикальной загрузки сырья и монтажа вытяжки). Пол должен быть усиленным, так как вес линии с фундаментом может превышать 15-20 тонн. Обеспечьте подводку трехфазного электричества необходимой мощности и технической воды.
Актуальные тренды рынка ПВХ-листов в 2024-2025 годах
Индустрия не стоит на месте. Чтобы оставаться конкурентоспособным, производитель должен учитывать последние тенденции, влияющие на спрос и технологии.
Экологичность и переработка
Глобальный тренд на устойчивое развитие затрагивает и производство ПВХ. Растет спрос на использование вторичного сырья (регранулята) в производстве технических листов. Современные линии адаптируются для работы со смесью первичного и вторичного сырья (до 30-40%) без потери качества поверхности благодаря улучшенной системе дегазации и фильтрации расплава.
Также ужесточаются требования к стабилизаторам. Переход от свинцовых стабилизаторов к экологически безопасным системам Ca-Zn (кальций-цинк) становится стандартом де-факто, особенно для продукции, экспортируемой в Европу или используемой во внутреннем строительстве.
Цифровизация и Индустрия 4.0
Внедрение IoT (Интернета вещей) позволяет владельцам заводов мониторить состояние линии со смартфона в любой точке мира. Датчики вибрации предсказывают износ подшипников шнеков, а системы компьютерного зрения автоматически отбраковывают листы с дефектами поверхности еще на этапе выхода из калибратора.
Это снижает потери сырья и предотвращает аварийные остановки. Для малого и среднего бизнеса доступны облачные решения, которые не требуют огромных инвестиций в собственные серверы.
Расширение ассортимента
Производители стремятся максимизировать загрузку линий, выпуская не только стандартные белые листы, но и ламинированные, окрашенные в массе или текстурированные панели. Модульность современного оборудования позволяет добавлять пост-экструзионные модули (ламинаторы, printers) в единую поточную линию.
Часто задаваемые вопросы (FAQ)
Какова минимальная площадь цеха для размещения линии?
Для стандартной линии производительностью 400-600 кг/ч требуется помещение площадью от 300 до 500 кв. метров. Это пространство должно включать зону хранения сырья (силосы или мешки), производственную зону с линией (длиной около 25-30 метров), зону упаковки и склад готовой продукции. Высота потолков желательна от 4 метров для организации эффективной вентиляции и подъема сырья.
Сколько человек нужно для обслуживания одной линии?
Современная автоматизированная линия по производству листов пвх требует минимум персонала. Обычно достаточно двух человек в смену: один оператор контролирует панель управления и параметры экструзии, второй занимается приемкой листов, упаковкой и погрузкой. При наличии автоматического стеккера и конвейерной системы упаковки возможен режим работы с одним оператором на смену.
Какой срок службы шнеков и цилиндров?
Срок службы основных рабочих органов зависит от качества сырья и соблюдения температурных режимов. При использовании качественных биметаллических шнеков и работе на первичном сырье ресурс составляет 3-5 лет интенсивной эксплуатации (24/7). При использовании большого процента вторички или абразивных наполнителей срок службы может сократиться до 1.5-2 лет. Регулярная профилактика и правильный подбор рецептуры продлевают жизнь оборудованию.
Можно ли на одной линии производить и вспененный, и жесткий лист?
Да, большинство универсальных линий позволяют переключаться между режимами производства свободного вспененного листа, жесткого компактного листа и древесно-полимерного композита (WPC). Однако это требует замены калибратора, настройки головки и изменения рецептуры смеси. Процесс переналадки занимает от 2 до 4 часов. Для частой смены продуктов рекомендуется иметь запасные калибраторы.
Какова рентабельность производства листов ПВХ?
Рентабельность сильно зависит от региона, стоимости электроэнергии и доступа к дешевому сырью. В среднем, маржинальность производства листового ПВХ составляет 20-35%. Срок окупаемости оборудования при грамотной организации сбыта и загрузке линии более 70% времени составляет от 12 до 18 месяцев. Ключ к высокой прибыли — минимизация брака и оптимизация рецептуры без потери качества.
Заключение: инвестиция в будущее вашего бизнеса
Выбор линии по производству листов пвх — это не просто покупка станка, это создание фундамента для долгосрочного бизнеса. Рынок строительных и отделочных материалов продолжает расти, и спрос на качественные, недорогие панели из ПВХ остается стабильно высоким.
Оптимальным решением сегодня является оборудование, сочетающее в себе высокую производительность, передовые системы энергосбережения и гибкость настроек. Такие линии позволяют быстро реагировать на запросы рынка, снижать себестоимость продукции и выдерживать конкуренцию как с локальными производителями, так и с крупными импортерами.
Не гонитесь за самой низкой ценой оборудования на старте. Дешевые аналоги часто приводят к высоким эксплуатационным расходам и нестабильному качеству, что подрывает репутацию бренда. Инвестиции в надежную, технологичную линию с хорошей сервисной поддержкой окупаются за счет бесперебойной работы и возможности выпускать продукцию премиального сегмента.
Проведите тщательный анализ своих потребностей, изучите предложения ведущих производителей, запросите тестовые запуски и только после этого принимайте решение. Правильно выбранная линия станет вашим главным активом, генерирующим прибыль на протяжении многих лет.