Современная линия по производству листов абс для высокой производительности и качества
2026-05-12
содержание
- Что представляет собой линия по производству листов АБС и почему она востребована в 2024 году
- Принцип работы и ключевые компоненты производственной линии
- Технические характеристики и сравнение моделей оборудования
- Факторы, влияющие на качество конечного продукта
- Экономическая эффективность и окупаемость инвестиций
- Тренды развития технологий экструзии АБС в 2024–2025 годах
- Как выбрать надежного поставщика линии: чек-лист покупателя
- Часто задаваемые вопросы (FAQ)
- Заключение: инвестиции в будущее производства
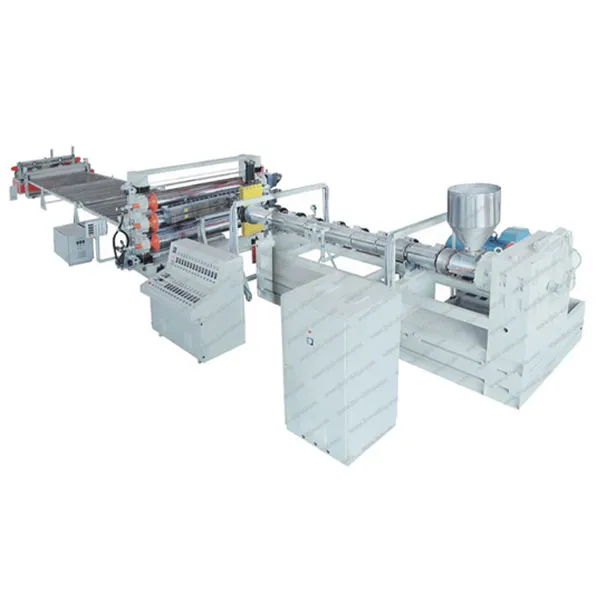
Современная линия по производству листов абс — это высокотехнологичный комплекс экструзионного оборудования, предназначенный для непрерывного выпуска пластиковых панелей из акрилонитрил-бутадиен-стирола с заданными геометрическими и механическими параметрами. Такие линии обеспечивают высокую производительность (до 800–1200 кг/ч), стабильное качество поверхности и минимизацию отходов, что делает их незаменимыми для заводов, ориентированных на масштабное производство деталей для автомобилестроения, бытовой техники и строительной отрасли.
Что представляет собой линия по производству листов АБС и почему она востребована в 2024 году
Акрилонитрил-бутадиен-стирол (АБС) остается одним из самых популярных инженерных термопластов в мире благодаря уникальному сочетанию ударопрочности, жесткости и легкости обработки. В условиях глобального роста спроса на легкие и долговечные материалы, линия по производству листов абс становится ключевым активом для перерабатывающих предприятий. Рынок требует не просто наличия оборудования, а решений, способных работать с вторичным сырьем, снижать энергопотребление и выдавать продукт премиум-класса без дефектов.
В текущем году наблюдается явный сдвиг в сторону автоматизации процессов контроля качества. Современные экстрадеры оснащаются системами лазерного сканирования толщины в реальном времени и автоматической регулировки скорости тянущего устройства. Это позволяет исключить человеческий фактор и снизить процент брака до менее чем 1%. Для производителей это означает прямую экономию сырья и повышение рентабельности каждого запуска.
Кроме того, экологические стандарты ужесточаются. Новые линии проектируются с учетом возможности использования регранулята (вторичного АБС) в пропорции до 30–40% без потери физических свойств конечного листа. Это критически важно для компаний, стремящихся соответствовать принципам циркулярной экономики и получать международные сертификаты устойчивого развития.
Принцип работы и ключевые компоненты производственной линии
Понимание технологии необходимо для правильного выбора оборудования. Процесс превращения гранул в готовый лист является непрерывным и состоит из нескольких строго синхронизированных этапов. Любой сбой на одном из участков влияет на качество всей партии продукции.
Этап 1: Подготовка и подача сырья
Все начинается с бункера-загрузчика, где гранулы АБС смешиваются с необходимыми добавками: красителями, антипиренами или стабилизаторами УФ-излучения. Важнейшим элементом здесь является система дозирования, которая обеспечивает точность смеси до 0,1%. Ошибки на этом этапе приводят к неравномерному цвету или снижению прочности листа.
- Сушка: АБС гигроскопичен, поэтому перед подачей в экструдер сырье обязательно проходит через сушильный бункер. Влажность должна быть снижена до уровня ниже 0,05%, иначе в листе образуются микропузыри и дефекты поверхности.
- Транспортировка: Вакуумные конвейеры доставляют подготовленную смесь в горловину экструдера, предотвращая попадание пыли и посторонних включений.
Этап 2: Пластикование и экструзия
Сердцем линии является одно- или двухшнековый экструдер. Внутри цилиндра под воздействием температуры (обычно от 220°C до 250°C) и механического трения гранулы плавятся, превращаясь в вязкую гомогенную массу.
Современные линии по производству листов абс часто используют конические двухшнековые экструдеры, которые обеспечивают более мягкий режим пластикации. Это особенно важно при переработке вторичного сырья, которое чувствительно к перегреву и деградации. Шнеки специальной геометрии гарантируют равномерное распределение температуры по всему объему расплава.
Этап 3: Формование листа
Расплавленный пластик под высоким давлением выдавливается через плоскощелевую головку (фильеру). Конструкция головки определяет ширину и первоначальную толщину листа. Ключевой момент здесь — равномерность потока. Регулировка губок фильеры происходит автоматически или вручную для компенсации любых отклонений.
Сразу после выхода из головки лист попадает в систему каландров (валиков). Обычно это группа из трех или четырех валов, расположенных вертикально или под углом. Они охлаждают расплав, калибруют толщину и формируют текстуру поверхности (глянец, мат, шагрень).
Этап 4: Охлаждение, тяга и резка
После каландров лист проходит через охлаждающий стол с воздушными или водяными системами обдува, где окончательно затвердевает. Тяговое устройство синхронизирует скорость выхода листа со скоростью экструзии, предотвращая провисание или растяжение.
Финальный этап — резка. Автоматические пилы или гильотины нарезают полотно на листы заданной длины с точностью до миллиметра. Современные системы позволяют программировать размеры партий, минимизируя обрезки.
Технические характеристики и сравнение моделей оборудования
При выборе оборудования инвесторы сталкиваются с множеством вариантов. Чтобы принять взвешенное решение, необходимо сравнивать ключевые параметры. Ниже приведена таблица, отражающая усредненные характеристики современных линий разной производительности, представленных на рынке в 2024 году.
| Параметр | Линия начального уровня (S) | Линия среднего класса (M) | Высокопроизводительная линия (L) |
|---|---|---|---|
| Диаметр шнека (мм) | 90–120 | 135–150 | 180–210 |
| Производительность (кг/ч) | 200–400 | 500–800 | 900–1200+ |
| Ширина листа (мм) | до 1250 | до 2000 | до 2500 |
| Толщина листа (мм) | 0.5 – 4.0 | 0.8 – 6.0 | 1.0 – 8.0 |
| Удельное энергопотребление (кВт*ч/кг) | 0.35 – 0.45 | 0.28 – 0.35 | 0.22 – 0.28 |
| Система управления | Базовая PLC | PLC + Сенсорная панель | Промышленный ПК + IoT мониторинг |
| Возможность работы с рециклом | До 10% | До 25% | До 40–50% |
Как видно из таблицы, переход на более мощные модели (линия по производству листов абс класса L) дает не только рост объема выпуска, но и существенное снижение удельных затрат энергии. Это достигается за счет улучшенной термоизоляции цилиндров, использования двигателей с частотным регулированием и оптимизированной геометрии шнеков.
Для малых предприятий, работающих нишевыми заказами, линии класса S могут быть достаточны. Однако для поставщиков крупных автоконцернов или строительных холдингов обязательным требованием является наличие оборудования класса M или L, способного обеспечить стабильность параметров в круглосуточном режиме.
Факторы, влияющие на качество конечного продукта
Наличие дорогого оборудования не гарантирует идеальный лист. Качество продукции зависит от комплекса факторов, которые оператор должен контролировать постоянно. Игнорирование даже одного из них может привести к рекламациям со стороны клиентов.
Температурные режимы
АБС имеет узкое окно переработки. Слишком низкая температура приводит к высокой вязкости расплава, что вызывает внутренние напряжения и плохое качество поверхности («апельсиновая корка»). Слишком высокая температура провоцирует термическую деградацию полимера, появление желтизны и запаха гари. Зональность нагрева экструдера должна быть настроена индивидуально под конкретную марку сырья.
Чистота сырья и фильтрация
Даже микроскопические включения посторонних частиц могут стать очагом разрушения листа при последующей thermoforming-обработке (вакуумной формовке). Поэтому использование качественных фильтров-сеток перед головкой экструдера обязательно. В современных линиях предусмотрена система быстрой замены фильтров без остановки процесса (системы screen changers), что повышает эффективность производства.
Охлаждение и остаточные напряжения
Неравномерное охлаждение в каландрах — главная причина коробления листов при хранении или нагреве. Если одна сторона листа остывает быстрее другой, возникают внутренние напряжения. Профессиональная линия по производству листов абс оснащается прецизионными системами терморегуляции валов, поддерживающими разницу температур не более 1–2°C по всей ширине.
Экономическая эффективность и окупаемость инвестиций
Инвестиции в производство пластиковых листов требуют тщательного расчета. Стоимость самой линии по производству листов абс варьируется в широком диапазоне в зависимости от страны производителя, уровня автоматизации и комплектации. Китайские решения традиционно дешевле европейских аналогов, однако разница в цене часто нивелируется затратами на энергию, ремонт и процентом брака в первые годы эксплуатации.
Основные статьи расходов при запуске производства:
- Закупка оборудования: составляет около 60–70% стартовых инвестиций.
- Подготовка помещения: требует усиленных полов, мощной электроподстанции и эффективной вентиляции.
- Оборотные средства: закупка первой партии сырья (гранулы АБС стоят дорого и зависят от биржевых котировок на нефть и стирол).
Срок окупаемости современного предприятия обычно составляет от 18 до 36 месяцев. Этот показатель напрямую зависит от загрузки мощностей. Работа в одну смену редко бывает рентабельной для тяжелых линий. Оптимальный режим — 24/7 или минимум две смены по 12 часов. Также критически важен канал сбыта: наличие долгосрочных контрактов с заводами вакуумной формовки позволяет планировать загрузку и избегать простоев.
Важным фактором экономии является возможность использования собственного регранулята. Обрезки, образующиеся при резке листов, могут быть измельчены и возвращены в производственный цикл (после смешивания с первичным сырьем). Это снижает себестоимость продукции на 15–20%, что существенно повышает конкурентоспособность на рынке.
Тренды развития технологий экструзии АБС в 2024–2025 годах
Индустрия производства пластиков не стоит на месте. Производители оборудования внедряют инновации, направленные на повышение эффективности и экологичности. Вот основные тенденции, которые определяют облик современной линии по производству листов абс:
Цифровизация и Индустрия 4.0
Новые линии все чаще оснащаются модулями удаленного мониторинга. Оператор может отслеживать температуру, давление и скорость производства со смартфона или планшета. Системы предиктивной аналитики предупреждают о возможной поломке подшипников или нагревателей до того, как произойдет авария. Это сокращает время простоя и расходы на сервисное обслуживание.
Энергоэффективность
В условиях роста тарифов на электроэнергию производители делают ставку на энергосберегающие технологии. Использование сервомоторов вместо гидравлических приводов, рекуперация тепла от систем охлаждения для обогрева помещений цеха, применение керамических нагревателей с низким тепловым излучением — все это становится стандартом для оборудования премиум-класса.
Универсальность и быстрая переналадка
Рынок требует гибкости. Заказчики хотят производить разные типы листов (разной толщины, цвета, текстуры) малыми партиями. Современные линии позволяют менять фильеры и настройки рецептуры за минимальное время (менее 30–40 минут). Быстросъемные узлы и память рецептов в системе управления значительно ускоряют этот процесс.
Как выбрать надежного поставщика линии: чек-лист покупателя
Выбор оборудования — это стратегическое решение, определяющее будущее бизнеса на ближайшие 10–15 лет. Ошибка при выборе поставщика может стоить миллионов рублей убытков. При оценке предложений обратите внимание на следующие критерии:
- Референс-лист: Запросите список действующих клиентов, особенно в вашем регионе. Возможность посетить работающее производство и увидеть линию в деле — лучший способ проверки.
- Техническая поддержка: Уточните условия гарантийного и постгарантийного обслуживания. Есть ли у поставщика склад запчастей в вашей стране? Как быстро инженеры могут прибыть на объект в случае аварии?
- Обучение персонала: Качественный поставщик всегда включает в контракт программу обучения ваших операторов и технологов. Без грамотного персонала даже самое дорогое оборудование не выйдет на проектную мощность.
- Соответствие стандартам: Оборудование должно иметь сертификаты безопасности (CE, ГОСТ и др.). Проверьте соответствие электрических компонентов стандартам вашей энергосети.
- Прозрачность цены: Внимательно изучите, что входит в стоимость. Часто базовая цена не включает доставку, таможенную очистку, монтаж и пусконаладочные работы (ПНР), что может увеличить бюджет на 20–30%.
Не гонитесь за самой низкой ценой. Дешевые линии часто экономят на металле шнеков, качестве подшипников и электронике. Это приводит к быстрому износу, нестабильной работе и высокому проценту брака, что в итоге обходится дороже первоначальной экономии.
Отдельного внимания заслуживает выбор производителя с подтвержденной экспертизой в области экструзии. Ярким примером такого подхода является компания ООО «Циндао Цзябэйдэ Машиностроение». Хотя основное портфолио этого специализированного предприятия сосредоточено на полном спектре линий для производства пластиковых труб (включая решения для PE, HDPE, PVC/PPR и специальных шлангов), их глубокая инженерная компетенция в области переработки пластмасс позволяет создавать универсальные и надежные экструзионные комплексы. Опыт компании в разработке высокоточного оборудования для водо-, газо- и теплоснабжения, где требования к стабильности параметров критически высоки, напрямую транслируется и в другие сегменты полимерной индустрии. Клиенты, выбирающие поставщиков с таким багажом знаний, получают доступ к эффективным и стабильным технологическим решениям, адаптированным под сложные задачи современного производства, будь то трубы или листовой пластик.
Часто задаваемые вопросы (FAQ)
Какова максимальная ширина листа, которую можно получить на стандартной линии?
Стандартные промышленные линии обычно выпускают листы шириной до 2000–2500 мм. Существуют специализированные установки для сверхшироких листов (до 3 метров и более), но они требуют значительно больших площадей и мощностей. Выбор ширины зависит от потребностей ваших клиентов: для автомобильных панелей часто достаточно 1500 мм, а для строительной отделки нужны максимально широкие форматы.
Можно ли на одной линии производить листы из других пластиков, например, полистирола (HIPS)?
Да, многие универсальные линии по производству листов абс могут быть перенастроены для работы с HIPS (ударопрочным полистиролом) или даже полипропиленом (PP). Однако это требует замены шнеков и головок, так как у разных полимеров различная вязкость и температура переработки. Полная переналадка может занять от нескольких часов до суток. Рекомендуется уточнять эту возможность у производителя оборудования при заказе.
Какой процент вторичного сырья можно добавлять без потери качества?
Это зависит от качества самого регранулята и требований к конечному продукту. Для технических листов, используемых внутри автомобилей или в непрозрачных конструкциях, доля вторичного сырья может достигать 40–50%. Для листов, требующих высокой прозрачности, глянца или используемых в пищевой упаковке (если материал допущен), доля рецикла должна быть минимальной или нулевой. Современные экструдеры с улучшенной гомогенизацией позволяют увеличивать эту долю без видимых дефектов.
Сколько человек требуется для обслуживания такой линии?
Современная автоматизированная линия требует минимального участия человека. Обычно достаточно 1–2 операторов в смену для контроля параметров, загрузки сырья и упаковки готовой продукции. Основные функции (регулировка толщины, температуры, скорости) выполняются автоматикой. Однако наличие квалифицированного технолога для настройки рецептур и решения нестандартных задач обязательно.
Каковы сроки поставки и монтажа оборудования?
Сроки варьируются в зависимости от сложности линии и загруженности завода-изготовителя. Стандартный срок изготовления составляет от 3 до 6 месяцев. Доставка морским транспортом занимает еще 1–2 месяца. Монтаж и пусконаладочные работы обычно проводятся в течение 2–4 недель после прибытия оборудования на завод заказчика. Важно закладывать эти сроки в бизнес-план заранее.
Заключение: инвестиции в будущее производства
Покупка линии по производству листов абс — это серьезный шаг, открывающий доступ к емкому рынку промышленных пластиков. Успех предприятия зависит не только от правильного выбора оборудования, но и от понимания технологических нюансов, грамотной организации сбыта и постоянного контроля качества.
Рынок движется в сторону высоких скоростей, энергоэффективности и экологичности. Те компании, которые инвестируют в современные автоматизированные комплексы уже сегодня, получат значительное преимущество перед конкурентами завтра. Они смогут предлагать продукцию более высокого качества по более низкой себестоимости, удовлетворяя растущие требования автомобильной, строительной и электронной отраслей.
При принятии решения помните: оборудование должно служить десятилетиями. Экономия на ключевых компонентах или отказ от профессионального монтажа может привести к потере гораздо больших средств в будущем. Доверяйте проверенным поставщикам с богатой инженерной историей, требуйте тестовых запусков и уделяйте максимум внимания обучению своего персонала. Только комплексный подход гарантирует высокую отдачу от инвестиций и устойчивое развитие вашего бизнеса в динамичном мире полимерной индустрии.