Как выбрать надежное оборудование для экструдера для максимальной производительности
2026-05-13
содержание
- Почему выбор оборудования для экструдера определяет успех производства
- Классификация экструзионного оборудования: от задач к решению
- Ключевые технические параметры при выборе оборудования
- Сравнительный анализ типов оборудования для разных задач
- Интеграция вспомогательного оборудования: полный цикл
- Практический пример: комплексные решения для трубной промышленности
- Экономические аспекты и расчет окупаемости (TCO)
- Как выбрать надежного поставщика: чек-лист покупателя
- Тренды 2024-2025 годов в экструзионных технологиях
- Часто задаваемые вопросы (FAQ)
- Заключение: стратегия разумного инвестирования
Выбор надежного оборудование для экструдера — это критический шаг, определяющий рентабельность всего производственного цикла. Правильно подобранная линия обеспечивает максимальную производительность, стабильное качество гранулята и минимизацию простоев. В данном руководстве мы разберем ключевые технические параметры, типы шнеков и стратегии выбора поставщика, которые помогут вам инвестировать в оборудование с долгосрочной окупаемостью.
Почему выбор оборудования для экструдера определяет успех производства
В современной индустрии переработки полимеров, пищевой промышленности и производстве строительных материалов экструзия является фундаментальным процессом. Однако само понятие «экструдер» скрывает за собой огромный спектр технологических решений. От простого одношнекового агрегата до сложных ко-вращающихся двухшнековых систем — разница в производительности и качестве конечного продукта может быть колоссальной.
Оборудование для экструдера — это не просто машина для плавления пластика или теста. Это высокоточный комплекс, где каждый компонент, от геометрии шнека до системы охлаждения матрицы, влияет на вязкость расплава, степень гомогенизации и энергоэффективность. Ошибка на этапе закупки часто приводит к невозможности перерабатывать определенные виды сырья, быстрому износу деталей и, как следствие, к огромным убыткам.
Согласно последним отраслевым отчетам за текущий год, тренд смещается в сторону универсальных линий, способных работать с вторичным сырьем высокой степени загрязнения, а также в сторону энергосберегающих приводов. Производители, игнорирующие эти тенденции при обновлении парка машин, рискуют потерять конкурентоспособность из-за высокой себестоимости продукции.
Цель этой статьи — предоставить исчерпывающее руководство по выбору оборудования, основанное на инженерных принципах и реальной практике эксплуатации. Мы рассмотрим, как оценить потребности вашего бизнеса, какие технические характеристики являются приоритетными и как избежать скрытых ловушек при покупке.
Классификация экструзионного оборудования: от задач к решению
Первым шагом в процессе выбора является четкое определение типа экструдера, который необходим для ваших конкретных задач. Рынок предлагает множество конфигураций, и понимание их различий является основой профессионального подхода.
Одношнековые экструдеры: надежность и простота
Одношнековые машины остаются самым распространенным типом оборудования в мире. Они идеальны для переработки однородного сырья, такого как первичные гранулы ПЭ, ПП, ПВХ, а также для экструзии листов, труб и профилей.
- Принцип работы: Материал захватывается вращающимся шнеком, транспортируется вдоль цилиндра, плавится за счет трения и внешнего нагрева, затем гомогенизируется и выдавливается через фильеру.
- Преимущества: Низкая стоимость обслуживания, простота конструкции, высокая надежность при работе с предсказуемым сырьем.
- Ограничения: Слабые диспергирующие свойства (плохо смешивают добавки), чувствительность к влажности сырья, ограниченные возможности по переработке порошков или сильно загрязненного вторичного пластика без дополнительной подготовки.
Если ваша задача — производство труб из нового ПВХ или пленки из гранул ПНД, современное оборудование для экструдера одношнекового типа будет наиболее экономически эффективным решением.
Двухшнековые экструдеры: мощность смешения
Для задач, требующих интенсивного смешения, компаундирования или переработки сложного сырья, двухшнековые экструдеры не имеют аналогов. Они делятся на сонаправленные (ко-вращающиеся) и встречновращающиеся.
- Конаправленные (Co-rotating): Золотой стандарт для компаундирования. Обеспечивают отличное самозаочищение, высокую производительность и превосходное распределение наполнителей (сажа, мел, стекловолокно).
- Встречновращающиеся (Counter-rotating): Чаще используются для переработки чувствительных к сдвигу материалов, например, жесткого ПВХ (профили, трубы), где важно минимизировать термическую деградацию.
Выбор в пользу двухшнековой системы оправдан, если вы планируете создавать собственные рецептуры композитов или перерабатывать агломерированный вторичный пластик с нестабильными свойствами.
Специализированные решения: каскадные системы и экструдеры с дегазацией
Современные требования к качеству вторичного гранулята привели к росту популярности каскадных линий (два экструдера последовательно). Первый агрегат плавит и гомогенизирует сырье, второй — дозирует и формирует гранулу под низким давлением. Это позволяет достичь высочайшей плотности гранулы и отсутствия пор.
Также критически важным элементом становится система дегазации. Наличие вакуумных зон в цилиндре позволяет удалять влагу и летучие вещества непосредственно в процессе плавления, что исключает необходимость тщательной сушки сырья перед загрузкой.
Ключевые технические параметры при выборе оборудования
Когда тип экструдера определен, наступает этап детального анализа технических характеристик. Именно здесь кроются ответы на вопрос о будущей производительности и долговечности линии.
Геометрия шнека и отношение L/D
Шнек — это сердце экструдера. Его геометрия определяет профиль температур и давление в расплаве. При выборе обращайте внимание на отношение длины шнека к его диаметру (L/D).
- L/D 24:1 – 25:1: Стандарт для большинства одношнековых машин общего назначения. Подходит для простых задач.
- L/D 30:1 – 36:1 и выше: Необходимо для качественной переработки вторичного сырья, обеспечения лучшей гомогенизации и более полного плавления. Увеличение длины зоны пластикации повышает качество расплава, но требует более мощного привода.
Важно уточнять у производителя материал шнека и тип биметаллической наплавки. Для абразивных материалов (стекловолокно, минеральные наполнители) стандартные стали быстро износятся. Требуется использование сплавов с высоким содержанием хрома или карбида вольфрама.
Система нагрева и охлаждения
Точность поддержания температуры напрямую влияет на стабильность размеров изделия и отсутствие дефектов. Современные линии оснащаются зональным контролем температуры.
Оптимальным решением считается комбинация электрических нагревателей (керамических или алюминиевых) и принудительного воздушного охлаждения с водяным контуром для аварийного сброса тепла. Масляный термоконтроль используется реже, в основном для специфических высокотемпературных процессов.
Обратите внимание на количество зон нагрева. Чем больше зон, тем точнее можно настроить температурный профиль вдоль цилиндра, что особенно важно при переработке термочувствительных полимеров.
Привод и энергоэффективность
Двигатель экструдера потребляет значительную часть электроэнергии цеха. Старые модели с редукторными приводами уступают место современным решениям с частотными преобразователями и прямым приводом.
Частотный регулятор (VFD) позволяет плавно менять скорость вращения шнека, адаптируя производительность под текущие нужды без потери крутящего момента. Это дает экономию энергии до 20-30% по сравнению с системами постоянного тока старого образца.
При расчете окупаемости обязательно запрашивайте данные об удельном энергопотреблении (кВт*ч на кг продукции). Этот показатель часто важнее первоначальной цены машины.
Сравнительный анализ типов оборудования для разных задач
Чтобы структурировать информацию и помочь вам принять взвешенное решение, ниже представлена сравнительная таблица основных типов экструзионного оборудования.
| Характеристика | Одношнековый экструдер | Двухшнековый (конаправленный) | Каскадная система |
|---|---|---|---|
| Основное применение | Профили, трубы, листы, грануляция чистого сырья | Компаундирование, мастербатчи, переработка вторички | Высококачественная грануляция вторичного ПЭ/ПП |
| Качество смешения | Низкое / Среднее | Отличное | Высокое (за счет двух стадий) |
| Работа с влажным сырьем | Требует предварительной сушки | Возможна с системой дегазации | Минимальные требования к сушке |
| Производительность (кг/час) | Высокая (для своего диаметра) | Средняя / Высокая | Высокая (стабильная) |
| Стоимость оборудования | Низкая | Высокая | Средняя / Высокая |
| Сложность обслуживания | Низкая | Высокая (требует квалификации) | Средняя |
| Гибкость рецептур | Низкая | Очень высокая | Средняя |
Из таблицы видно, что универсального решения не существует. Если ваш бизнес фокусируется на выпуске стандартных труб из первичного сырья, переплата за двухшнековый экструдер будет нецелесообразной. И наоборот, попытка сэкономить, купив простой одношнековый агрегат для производства композитов с 40% содержанием мела, приведет к браку и поломкам.
Интеграция вспомогательного оборудования: полный цикл
Покупка самого экструдера — это только половина дела. Надежное оборудование для экструдера должно рассматриваться в контексте всей технологической линии. Без правильно подобранных периферийных устройств даже самый дорогой экструдер не покажет заявленной производительности.
Системы подачи и дозирования
Стабильность потока сырья в горловину экструдера критична. Использование простых бункеров с самотеком часто приводит к образованию «сводов» и пульсациям давления, что вызывает колебания толщины стенки изделия.
Рекомендуется использовать автоматические загрузчики с системой контроля уровня и дозаторы добавок (цветовой мастербатч, стабилизаторы). Современные гравиметрические дозаторы обеспечивают точность до 0.1%, что позволяет экономить дорогие добавки и гарантировать постоянство цвета.
Фильтрация расплава
При переработке вторичного сырья наличие загрязнений неизбежно. Установка сетчатых фильтров (слайдерных или гидравлических) обязательна. Автоматические системы смены фильтров позволяют непрерывно работать неделями без остановки линии на чистку, что резко повышает общую эффективность производства (OEE).
Для особо грязного сырья (агропленка, стрейч-пленка) рекомендуется использование расплавных насосов (gear pumps) после экструдера. Они стабилизируют давление перед фильерой, беря на себя функцию создания давления, позволяя экструдеру работать только на плавление и гомогенизацию. Это увеличивает производительность линии на 30-50%.
Охлаждение и грануляция
Система охлаждения ванны и тип гранулятора должны соответствовать скорости выхода профиля или нити. Для высоких скоростей необходимы грануляторы с сервоприводом, синхронизирующие скорость резки со скоростью экструзии. Неправильный подбор этого узла ведет к слипанию гранул («слезы») или образованию пыли.
Практический пример: комплексные решения для трубной промышленности
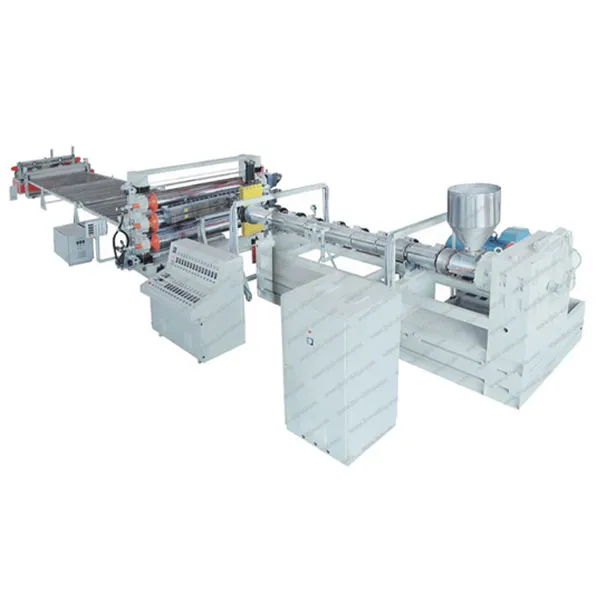
Теоретические знания важны, но именно практическая реализация определяет успех проекта. Ярким примером подхода, где инженерная точность сочетается с широким спектром приложений, является деятельность компании ООО «Циндао Цзябэйдэ Машиностроение». Это специализированное предприятие, которое не просто производит отдельные узлы, а разрабатывает и внедряет полные циклы оборудования для переработки пластмасс.
Ассортимент компании охватывает весь спектр задач современного трубного производства. Если вашему предприятию требуются линии для выпуска полиэтиленовых (PE) труб, используемых в системах водоснабжения, газоснабжения или теплоизоляции, специалисты предложат оптимизированные решения. Особое внимание уделяется производству крупнокалиберных изделий: двухслойных гофрированных труб из HDPE и спирально-навитых труб с полыми стенками, незаменимых в системах водоотвода и канализации.
Кроме того, компания предоставляет технологии для строительства и промышленности, включая линии по производству труб из ПВХ и ППР. Гибкость подхода позволяет решать и более специфические задачи: от выпуска шлангов из ПУ/ТПУ специального назначения до производства стальных труб с пластиковым покрытием и силиконовых трубок для оптоволоконных кабелей. Такой широкий охват демонстрирует, как правильный выбор поставщика, способного предложить эффективные и стабильные комплексные решения, позволяет закрыть потребности множества отраслей в рамках одного партнерства.
Экономические аспекты и расчет окупаемости (TCO)
При выборе поставщика многие покупатели совершают классическую ошибку, фокусируясь исключительно на цене покупки (CAPEX). Профессиональный подход требует анализа совокупной стоимости владения (TCO – Total Cost of Ownership).
Факторы, влияющие на цену оборудования
- Страна происхождения: Европейские бренды предлагают высочайшее качество и инжиниринг, но их цена в 3-5 раз выше китайских аналогов. Турецкие и тайваньские производители занимают нишу «золотой середины». Китайское оборудование за последние 5 лет значительно выросло в качестве, предлагая достойные варианты для стартапов.
- Комплектация: Наличие автоматических систем смены фильтров, продвинутых панелей управления (Siemens, Allen-Bradley) и известных брендов двигателей (ABB, WEG) увеличивает стоимость, но снижает риски.
- Индивидуализация: Заказ шнеков под конкретную рецептуру стоит дороже стандартных решений, но окупается за счет снижения брака.
Скрытые расходы
Дешевое оборудование часто влечет за собой:
- Высокий процент брака в первые месяцы настройки.
- Частые простои из-за поломок редукторов или ТЭНов.
- Сложность поиска запчастей (особенно для малоизвестных китайских брендов без официального представительства).
- Перерасход электроэнергии из-за низкой КПД двигателей и плохой теплоизоляции.
Расчет окупаемости должен включать прогноз производства, цену сырья, стоимость электроэнергии и ожидаемый процент брака. Часто более дорогая машина окупается за 12-18 месяцев благодаря экономии на эксплуатационных расходах, тогда как дешевая начинает приносить убытки уже на втором году работы.
Как выбрать надежного поставщика: чек-лист покупателя
Рынок насыщен предложениями, и отличить надежного партнера от посредника бывает сложно. Следуйте этому алгоритму для минимизации рисков.
1. Проверка репутации и опыта
Запросите список референсов (действующих клиентов) в вашем регионе или смежных отраслях. Свяжитесь с ними и узнайте о реальном опыте эксплуатации: как часто ломается оборудование, как быстро реагирует сервис, соответствует ли реальная производительность паспортной.
Убедитесь, что поставщик имеет собственный сервисный центр и склад запчастей. Наличие инженеров, говорящих на вашем языке и готовых выехать на монтаж, является критическим фактором.
2. Тестирование на сырье
Никогда не покупайте линию без проведения тестов (trial run). Предоставьте поставщику образцы вашего сырья (желательно самого сложного из тех, что планируете перерабатывать). Наблюдайте за процессом лично или отправьте своего технолога.
Во время теста оцените:
- Стабильность температуры и давления.
- Качество гранулы или профиля (отсутствие пор, равномерность цвета).
- Уровень шума и вибрации.
- Реальный расход электроэнергии.
Если поставщик отказывается проводить тесты на вашем сырье — это красный флаг.
3. Анализ документации и гарантии
Внимательно изучите паспорт оборудования. Все ключевые параметры (производительность, диаметр шнека, мощность двигателя, материал исполнения) должны быть зафиксированы в договоре. Гарантия должна покрывать не только замену деталей, но и выезд специалистов в случае критических поломок.
Обратите внимание на доступность программного обеспечения для панели управления. Закрытые системы могут стать проблемой при необходимости модернизации или ремонта электроники в будущем.
Тренды 2024-2025 годов в экструзионных технологиях
Индустрия не стоит на месте. Чтобы ваше оборудование оставалось актуальным в ближайшие 5-7 лет, стоит учитывать следующие тренды при покупке:
Цифровизация и Индустрия 4.0
Современные экструдеры все чаще оснащаются системами удаленного мониторинга. Возможность отслеживать параметры процесса (температуры, давление, ток двигателя) со смартфона или планшета позволяет предотвращать аварии и оптимизировать режимы работы дистанционно. Интеграция с ERP-системами завода становится стандартом для крупных производств.
Экологичность и переработка сложных фракций
Глобальный запрос на устойчивость диктует спрос на оборудование, способное перерабатывать многослойные пленки и сильно загрязненные отходы. Технологии фильтрации становятся сложнее, а требования к дегазации — жестче. Оборудование, заточенное только под чистое первичное сырье, постепенно теряет рыночную долю.
Модульность
Производители переходят к модульной конструкции шнековых валов и цилиндров. Это позволяет быстро менять конфигурацию машины под разные задачи без покупки нового экструдера. Например, замена участка шнека для улучшения смешения или установка дополнительного порта дегазации.
Часто задаваемые вопросы (FAQ)
Какой срок службы у качественного экструдера?
При правильной эксплуатации и своевременном техническом обслуживании основной корпус и редуктор качественного экструдера служат 15-20 лет. Шнеки и цилиндры являются расходными элементами; их ресурс зависит от абразивности сырья и составляет от 2 до 5 лет до восстановления или замены. Использование биметаллических покрытий может увеличить этот срок в 2-3 раза.
Можно ли перерабатывать разные типы пластика на одной машине?
Теоретически да, но с ограничениями. Переход с полиолефинов (ПЭ, ПП) на инженерные пластики (ПА, ПК) требует полной очистки шнека и цилиндра, а часто и замены геометрии шнека или фильеры. Частая смена типов сырья снижает общую производительность. Для гибкого производства лучше иметь специализированные линии или использовать универсальные двухшнековые экструдеры с широким диапазоном настроек.
Насколько важна автоматизация для малого производства?
Даже для малых объемов базовая автоматизация (контроль температуры, защита от перегрузки) обязательна для безопасности и качества. Продвинутые системы (гравиметрическое дозирование, автоматическая смена фильтров) окупаются за счет экономии сырья и снижения процента брака, что критично при высокой стоимости полимеров. Ручное управление целесообразно только для лабораторных установок или очень простых задач.
Что делать, если производительность линии ниже заявленной?
Снижение производительности может быть вызвано несколькими причинами: износ шнека и цилиндра (увеличение зазора), неправильный температурный профиль, низкое качество сырья (влажность, насыпная плотность) или засорение фильтров. Первым шагом должен быть аудит процесса и замер фактических параметров против паспортных данных. Часто проблема решается настройкой режимов или заменой изношенных узлов.
Стоит ли покупать б/у оборудование?
Покупка б/у экструдера может быть оправдана при ограниченном бюджете, но несет высокие риски. Критически важно проверить состояние шнековой пары (зазор), редуктора (люфты, шум) и электрической части. Отсутствие документации и истории обслуживания делает такую покупку лотереей. Если вы не имеете собственного штата высококвалифицированных механиков, способных восстановить машину, лучше рассмотреть бюджетные новые модели от азиатских производителей с гарантией.
Заключение: стратегия разумного инвестирования
Выбор оборудования для экструдера — это стратегическое решение, которое определяет будущее вашего производственного бизнеса. Не существует «лучшего» экструдера вообще; существует оптимальное решение для ваших конкретных задач, сырья и экономических условий.
Ключ к успеху лежит в глубоком понимании технологического процесса, тщательном анализе предложений рынка и приоритете надежности над сиюминутной экономией. Инвестиции в качественное оборудование, современный привод и квалифицированный сервис окупаются стабильным качеством продукции, высокой производительностью и спокойствием владельца бизнеса.
Помните, что экструдер — это актив, который должен работать годами. Потратьте время на тесты, проверку поставщиков и расчет TCO сейчас, чтобы избежать дорогостоящих проблем в будущем. Грамотно выбранная линия станет фундаментом для масштабирования вашего производства и выхода на новые рынки сбыта.
В условиях растущей конкуренции и ужесточения требований к экологии, только современное, эффективное и надежное оборудование позволит вам оставаться лидером отрасли. Подходите к выбору ответственно, опирайтесь на факты и данные, и ваш бизнес получит мощный импульс для развития.