Линия по производству труб с металлопластиковым покрытием 2026: цены и технологии
2026-04-17
- Технологическая революция 2026 года: что изменилось в отрасли
- Архитектура современной производственной линии
- Ценовая политика и факторы формирования стоимости
- Выбор поставщика: критерии безопасности сделки
- Пошаговый алгоритм запуска производства
- Перспективы рынка и нормативное регулирование
- Часто задаваемые вопросы (FAQ)
- Заключение: время действовать
Ищете надежное решение для выпуска современной продукции? Линия по производству труб с металлопластиковым покрытием в 2026 году — это высокоточный комплекс, обеспечивающий идеальную адгезию слоев и снижающий брак до 0.5%. Актуальные цены стартуют от 12 млн рублей за базовые конфигурации, а топовые модели с ИИ-контролем достигают 45 млн.
Технологическая революция 2026 года: что изменилось в отрасли
Рынок трубопроводных систем переживает тектонические сдвиги. Еще пять лет назад стандарты качества диктовались простой герметичностью. Сегодня, в условиях ужесточения экологических норм РФ и роста требований к энергоэффективности зданий, игра идет на миллисекунды и микроны. Современная линия по производству труб с металлопластиковым покрытием превратилась из набора экструдеров в киберфизическую систему.
Ключевой тренд конца 2025 – начала 2026 года — полный переход на «зеленые» полимеры и цифровую синхронизацию этапов сварки. Если раньше оператор полагался на опыт и слух, то теперь нейросеть анализирует вязкость расплава в реальном времени. Это не просто модернизация. Это вопрос выживания бизнеса.
Почему именно сейчас? Ответ кроется в новых ГОСТах, вступающих в силу в середине 2026 года. Они требуют беспрецедентной стабильности геометрических параметров при циклических нагрузках. Старое оборудование просто не способно удерживать допуски в пределах ±0.1 мм на высоких скоростях экстракции. Предприятия, игнорирующие апгрейд, рискуют потерять сертификацию и доступ к крупным государственным тендерам.
Эволюция многослойной структуры
Суть технологии остается прежней: симбиоз прочности металла и коррозионной стойкости пластика. Однако сама структура слоя кардинально усложнилась. Раньше мы говорили о классической схеме «пластик-клей-алюминий-клей-пластик». Теперь ведущие инженеры внедряют нано-модифицированные адгезивные прослойки.
Эти прослойки работают как молекулярные мосты. Они исключают расслоение даже при экстремальных перепадах температур от -50°C до +95°C. Для конечного потребителя это означает отсутствие протечек через 10–15 лет эксплуатации. Для производителя — снижение рекламаций и рост репутации бренда.
Важно отметить изменение в подготовке алюминиевой ленты. Лазерная очистка поверхности перед стыковой сваркой стала обязательным этапом на передовых заводах. Никакой химии, только физика высокой точности. Это гарантирует, что шов будет прочнее самого металла.
Архитектура современной производственной линии
Разбирая устройство комплекса, нельзя ограничиваться перечислением узлов. Нужно понимать логику потока материала. Каждая секция влияет на итоговое качество продукта. Ошибка на этапе разматывания катушки неизбежно приведет к браку на выходе, какой бы совершенной ни была экструзионная головка.
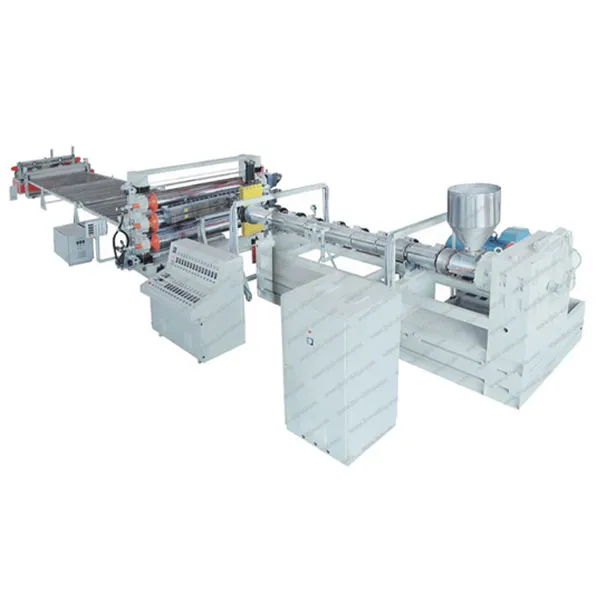
Современная линия по производству труб с металлопластиковым покрытием состоит из пяти критически важных модулей. Их интеграция определяет производительность всего цеха. Именно такой подход к созданию комплексных решений реализует компания ООО «Циндао Цзябэйдэ Машиностроение». Специализируясь на разработке и производстве оборудования для переработки пластмасс, предприятие предлагает полный спектр линий: от систем для полиэтиленовых (PE) и гофрированных труб до высокотехнологичных комплексов для производства стальных труб с пластиковым покрытием. Стремление компании предоставлять эффективные и стабильные решения напрямую отражается в архитектуре предлагаемого ими оборудования, где каждый узел оптимизирован под задачи 2026 года.
- Модуль подготовки металлической основы: Здесь происходит разматывание алюминиевой ленты, ее правка и, самое главное, стыковая сварка в непрерывном режиме. Новые установки 2026 года используют импульсную лазерную сварку, которая создает шов шириной менее 1 мм.
- Узел формовки трубы: Система валков постепенно придает плоской ленте цилиндрическую форму. Ключевой параметр здесь — отсутствие напряжений в металле. Если металл «помнит» плоское состояние, труба со временем деформируется.
- Экструзионный блок: Сердце линии. Обычно это два или три экструдера, работающих синхронно. Один подает внутренний слой, другой — внешний, третий (опционально) — клеевую композицию. Температурные зоны контролируются с точностью до 0.5 градуса.
- Калибровочная ванна и охлаждение: Именно здесь труба получает свой окончательный диаметр. Вакуумная калибровка позволяет удерживать геометрию даже при высоких скоростях протяжки до 30 метров в минуту.
- Блок резки и упаковки: Автоматические гильотины или дисковые пилы отрезают мерные длины без образования стружки. Стружка внутри трубы — это смертный грех для монтажника.
Особое внимание стоит уделить системе управления. В 2026 году стандартом де-факто стал промышленный интернет вещей (IIoT). Датчики вибрации, температуры и давления передают данные в облако. Алгоритмы предсказывают износ шнека за неделю до поломки. Это устраняет незапланированные простои, которые стоят производителю сотни тысяч рублей в час.
Сравнение поколений оборудования
Чтобы понять разницу в инвестиционной привлекательности, рассмотрим сравнительную таблицу характеристик линий разных лет выпуска. Цифры говорят сами за себя.
| Параметр | Линии образца 2020-2022 гг. | Передовые линии 2026 года |
|---|---|---|
| Максимальная скорость производства | 15–20 м/мин | 25–35 м/мин |
| Точность контроля толщины стенки | ±0.15 мм (ручная корректировка) | ±0.05 мм (автоматическая петля обратной связи) |
| Энергопотребление на 1 кг продукции | 0.45 кВт·ч | 0.28 кВт·ч (рекуперация тепла) |
| Время переналадки на другой диаметр | 4–6 часов | 45–60 минут (быстросъемные головки) |
| Уровень брака при запуске | До 8% от партии | Менее 1.5% |
| Интеграция с ERP-системами | Отсутствует или ограничена | Полная двусторонняя синхронизация |
Как видно из таблицы, разница не только в скорости. Главная экономия скрыта в энергоэффективности и снижении отходов. При годовом выпуске в 5000 тонн разница в потреблении электроэнергии окупает значительную часть стоимости нового оборудования.
Ценовая политика и факторы формирования стоимости
Вопрос цены всегда стоит остро. Многие заказчики шокированы разбросом предложений на рынке. Почему одна линия по производству труб с металлопластиковым покрытием стоит 10 миллионов рублей, а аналогичная по паспортным данным — 35 миллионов? Дьявол кроется в деталях комплектации и происхождении компонентов.
Базовый сегмент рынка представлен сборными решениями. Часто это китайские экструдеры с европейскими датчиками или российская станина с импортными редукторами. Такие линии подходят для старта малого бизнеса или производства труб низкого давления. Диапазон цен здесь колеблется от 12 до 18 млн рублей.
Средний сегмент (20–28 млн рублей) предлагает полную автоматизацию процесса сварки алюминия и качественную систему терморегуляции. Здесь уже используются надежные приводы известных брендов и продвинутая панель оператора. Это «рабочие лошадки» для большинства региональных заводов.
Премиум-класс, цена которого превышает 30–45 млн рублей, — это вершина инженерной мысли. Такие комплексы оснащены системами лазерного измерения диаметра в онлайн-режиме, роботизированными узлами укладки и упаковочными модулями. Часто в стоимость включается обучение персонала и пожизненная техническая поддержка.
Что реально влияет на чек?
Не дайте себя обмануть маркетинговыми брошюрами. При запросе коммерческого предложения обращайте внимание на следующие пункты, которые формируют итоговую сумму:
- Производитель шнековых пар: Биметаллические шнеки с напылением карбида вольфрама служат в 3 раза дольше обычных, но увеличивают стоимость экструдера на 15–20%.
- Тип сварки алюминия: Лазерная сварка дороже ультразвуковой или аргоновой, но она обеспечивает высочайшую скорость и надежность шва. Экономия здесь недопустима.
- Система управления (ПЛК): Использование контроллеров Siemens или Schneider Electric против бюджетных аналогов влияет на стабильность работы и возможность удаленного сервиса.
- Дополнительное оборудование: Включена ли в цену сушилка для сырья, гранулятор для отходов, компрессорная станция? Часто «низкая цена линии» объясняется тем, что вам придется докупать периферию отдельно.
Также стоит учитывать логистику и таможенные пошлины. В условиях 2026 года цепочки поставок стабилизировались, но курсовые колебания все еще вносят коррективы. Заказывая линию у локального интегратора, вы часто получаете фиксированную цену в рублях, что снижает финансовые риски.
Выбор поставщика: критерии безопасности сделки
Покупка производственной линии — это инвестиция с горизонтом окупаемости от 18 до 36 месяцев. Ошибка в выборе партнера может растянуть этот срок до бесконечности или вовсе остановить проект. На что смотреть при выборе вендора в текущих реалиях?
Во-первых, требуйте демонстрации работающей линии. Не видео на сайте, а живого показа, желательно с выездом на действующее производство клиента. Попросите показать журнал брака за последний месяц. Честный производитель не скроет реальные цифры.
Во-вторых, проверяйте наличие сервисной службы. Оборудование будет ломаться. Это аксиома. Вопрос в том, как быстро приедет инженер и есть ли запчасти на складе в вашей стране. Ждать деталь из-за границы три недели — это роскошь, которую завод позволить себе не может.
В-третьих, обратите внимание на референс-лист. Работал ли поставщик с проектами вашего масштаба? Есть ли у них опыт запуска линий под специфические задачи, например, производство труб большого диаметра или с особыми требованиями по огнестойкости. Компании уровня ООО «Циндао Цзябэйдэ Машиностроение», охватывающие в своем портфолио всё — от силиконовых трубок для оптоволокна до крупнокалиберных канализационных систем, обычно обладают широкой базой успешных кейсов, что служит лучшей гарантией компетенции.
Доверие строится на прозрачности. Избегайте компаний, которые предлагают «уникальные технологии», не подтвержденные патентами или сертификатами. В 2026 году рынок стал слишком зрелым для чудес. Только проверенные инженерные решения.
Кейс внедрения: опыт одного из лидеров рынка
Ярким примером успешной модернизации служит проект завода «ПолимерСтройКомплект» в Ленинградской области. В конце 2025 года они заменили парк устаревших экструдеров на новую линию по производству труб с металлопластиковым покрытием с интегрированным ИИ-модулем.
Результаты превзошли ожидания. За первые полгода работы процент брака снизился с 6.2% до 0.8%. Энергопотребление цеха упало на 22% благодаря системе рекуперации тепла от зон охлаждения. Но главное — завод смог выйти на рынок премиального сегмента, начав поставлять продукцию для строительства объектов инфраструктуры федерального уровня.
Этот случай подтверждает тезис: инвестиции в технологии напрямую конвертируются в рыночную долю. Те, кто ждет «лучших времен», теряют клиентов прямо сейчас.
Пошаговый алгоритм запуска производства
Получив оборудование, многие совершают фатальную ошибку — пытаются запустить его сразу на полную мощность. Это путь к быстрому износу и настройке «методом тыка». Грамотный запуск — это поэтапный процесс.
Этап 1: Подготовка фундамента и коммуникаций. Линия требует идеально ровного пола и стабильного электроснабжения. Скачки напряжения могут вывести из строя дорогостоящую электронику. Обязательно установите стабилизаторы и систему заземления.
Этап 2: Монтаж и юстировка. Выставление валков формовочного участка должно проводиться с использованием лазерных нивелиров. Малейший перекос приведет к спиральной деформации трубы. На этом этапе также подключаются пневмо- и гидросистемы.
Этап 3: Холодный прогон. Запуск двигателей без нагрева и подачи сырья. Проверка работы всех датчиков, конвейеров и механизмов резки. Отладка логики ПЛК.
Этап 4: Тепловая стабилизация. Выход экструдеров на рабочие температуры. Важно выдержать время прогрева (обычно 2–4 часа), чтобы прогрелся весь объем металла цилиндров. Резкий старт недопустим.
Этап 5: Пробная экструзия. Подача сырья на минимальных оборотах. Настройка толщины слоев, вакуума в калибраторе и скорости тянущего устройства. Отбор образцов для лабораторных испытаний на разрыв и расслаивание.
Только после получения протокола испытаний можно выходить на номинальную производительность. Спешка на этапе запуска стоит слишком дорого.
Перспективы рынка и нормативное регулирование
Горизонт планирования для производителя труб должен составлять минимум 5 лет. Какие тренды будут определять спрос в ближайшем будущем? Эксперты прогнозируют рост спроса на трубы для систем теплых полов и радиаторного отопления в связи с программой реновации жилого фонда.
Также набирает обороты сегмент промышленного применения. Химическая и пищевая промышленность требуют труб с особой чистотой внутреннего слоя и устойчивостью к агрессивным средам. Это открывает нишу для производителей, готовых использовать специальные марки полиэтилена и сшитого полимера (PEX).
Нормативная база также движется вперед. Ожидается введение обязательной цифровой маркировки для определенных категорий трубной продукции для борьбы с контрафактом. Готовность вашей линии к интеграции с системой «Честный ЗНАК» станет конкурентным преимуществом при участии в госзакупках.
Кроме того, усиливается фокус на экологичности. Переработка собственных отходов обратно в производственный цикл становится не просто рекомендацией, а требованием эко-сертификации. Современные линии позволяют вводить до 15–20% вторичного сырья во внешний слой без потери качества.
Часто задаваемые вопросы (FAQ)
Какова минимальная площадь цеха для размещения линии?
Для комфортной работы стандартной линии длиной около 15–18 метров потребуется помещение площадью не менее 150–200 кв. м. Важно предусмотреть зону для хранения сырья (катушек алюминия и биг-бэгов с гранулятом) и склад готовой продукции. Высота потолков должна быть не менее 4 метров для удобства обслуживания и вентиляции.
Сколько человек нужно для обслуживания смены?
Благодаря высокой степени автоматизации, современная линия по производству труб с металлопластиковым покрытием требует минимального присутствия персонала. Достаточно одного оператора-технолога, который контролирует параметры на панели, и одного рабочего-упаковщика. Функции наладчика могут выполняться самим технологом или вызываться по мере необходимости.
Можно ли производить на одной линии трубы разных диаметров?
Да, большинство линий являются универсальными. Однако смена диаметра требует замены формовочных валков, калибраторов и иногда экструзионных голок. Процесс переналадки на современных моделях занимает от 45 минут до 2 часов. Рекомендуется группировать заказы по диаметрам для минимизации простоев.
Какой срок службы основного оборудования?
При соблюдении регламента технического обслуживания и использовании качественного сырья, механическая часть линии (станины, редукторы) служит 15–20 лет. Шнековые пары и формовочные валки являются расходными материалами и требуют замены или восстановления каждые 3–5 лет в зависимости от интенсивности эксплуатации.
Есть ли ограничения по типу используемого сырья?
Оборудование рассчитано на работу с основными термопластами: полиэтиленом низкой плотности (ПНД), сшитым полиэтиленом (PEX), полипропиленом (ПП). Клеевые композиции должны строго соответствовать рекомендациям производителя экструдера. Использование неподходящего клея — самая частая причина расслоения трубы в процессе эксплуатации.
Заключение: время действовать
Рынок не ждет. Конкуренты уже обновляют парки и снижают себестоимость за счет энергоэффективности. Откладывание модернизации — это стратегия проигрыша. Правильно выбранная линия по производству труб с металлопластиковым покрытием станет фундаментом вашего бизнеса на следующее десятилетие.
Инвестиции в технологии 2026 года — это не просто покупка железа. Это покупка надежности, репутации и доступа к самым выгодным контрактам. Анализируйте предложения, требуйте тестов, считайте полную стоимость владения и выбирайте партнеров, которые растут вместе с вами. Будущее принадлежит тем, кто производит качественно уже сегодня.
Источник: Росстандарт (Обновленные ГОСТ 2026)
Источник: РБК Инвестинг (Отчет по рынку полимерных труб, 2026)
Источник: ТАСС (Технологический обзор отрасли, январь 2026)