Линия по производству дренажных труб из ПЭ: технология и оборудование для быстрого запуска
2026-03-19
содержание
В статье подробно разбирается технология и ключевое оборудование для организации эффективного производства полиэтиленовых дренажных труб. Вы узнаете, как избежать типичных ошибок при запуске линии, подобрать конфигурацию под свои задачи и минимизировать время выхода на проектную мощность.
Ключевые компоненты линия по производству дренажных труб из пэ
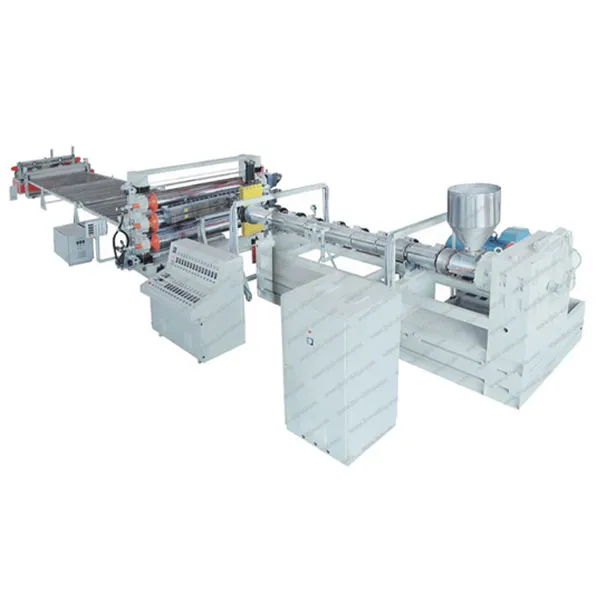
Сердцем любой современной линии является экструдер. Для производства дренажных труб из полиэтилена высокой плотности (ПЭВП) или полиэтилена низкой плотности (ПЭНП) оптимально подходят одношнековые экструдеры с длиной шнека 33-40D. Они обеспечивают стабильное плавление и гомогенизацию материала. Важно обращать внимание на систему цилиндра и шнека — они должны быть изготовлены из биметаллических сплавов для устойчивости к абразивному износу, который характерен для некоторых марок сырья с добавками.
Следующий критически важный узел — формующая головка (дорн). Ее конструкция напрямую влияет на качество трубы: отсутствие внутренних напряжений, равномерность толщины стенки и стабильность диаметра. Для дренажных труб часто используют спиральные или щелевые головки. Ошибка на этапе выбора или настройки головки приводит к браку — волнистости поверхности или неравномерной толщине стенки, что снижает кольцевую жесткость готового изделия.
За охлаждение и калибровку отвечает вакуумная калибровочная ванна. Здесь труба принимает окончательные геометрические размеры. Недостаточное охлаждение — частая причина деформации трубы уже на намоточном станке. Рекомендуемая длина ванны для труб диаметром до 500 мм — не менее 6 метров. Температура воды в контурах должна регулироваться независимо, обычно в диапазоне от 10 до 20°C. Для контроля качества на этом этапе необходим лазерный измеритель диаметра.
Технологический процесс: от гранулы до готовой бухты
Технологическая цепочка начинается с подготовки сырья. Гранулы ПЭ должны быть просушены, особенно если используется вторичное сырье или материал гигроскопичен. Влажное сырье приводит к дефектам поверхности трубы (рыбьим глазам). Далее гранулы поступают в бункер экструдера, где шнек, вращаясь, транспортирует, плавит и гомогенизирует массу. Температурные профили по зонам цилиндра выставляются строго согласно рекомендациям производителя сырья, обычно от 160°C в зоне загрузки до 200-220°C в зоне дозирования.
Расплав под давлением поступает в формующую головку. Здесь важно поддерживать стабильное давление и температуру. Колебания всего в 5-7°C могут изменить текучесть материала и нарушить стабильность экструзии. Сформированная труба сразу поступает в вакуумную калибровочную ванну, где под действием вакуума прижимается к калибровочным отверстиям и интенсивно охлаждается. Скорость протяжки трубы через ванну синхронизирована со скоростью экструзии.
После калибровки труба проходит через тянущее устройство (обычно гусеничного типа) и поступает на отрезной станок или намотчик. Для дренажных труб, которые поставляются в бухтах, используется ротационный намоточный станок. Ключевой параметр здесь — контроль натяжения. Слишком сильное натяжение может деформировать еще не до конца остывшую трубу, слишком слабое — приведет к неплотной намотке и проблемам с транспортировкой. Опытные операторы регулируют натяжение в зависимости от диаметра и толщины стенки трубы.
Ошибки при запуске и как их избежать
Одна из самых распространенных и дорогостоящих ошибок — неправильный расчет производительности. Заказчик приобретает линию на 500 кг/ч, но не учитывает, что для ее эффективной работы необходима определенная электрическая мощность (часто от 250 кВт), подготовленный фундамент и система охлаждения с чиллером определенной производительности. В результате запуск затягивается на месяцы. Всегда требуйте у поставщика полный список вспомогательного оборудования и технические условия на размещение.
Экономия на системе подготовки сырья — прямой путь к нестабильному качеству. Использование некалиброванных или влажных гранул, смешение разных партий материала без предварительной гомогенизации в смесителе — все это приводит к колебаниям в экструзии и браку. На старте производства стоит инвестировать в сушильный бункер, дозатор и хотя бы простой гравитационный смеситель.
Недооценка важности квалификации персонала. Даже самая совершенная линия требует грамотной настройки и обслуживания. Часто предприятия пытаются запустить производство силами штатных механиков, не знакомых со спецификой экструзии полимеров. Это приводит к длительным простоям и порче дорогостоящих компонентов, например, формующих дорнов. Планируйте бюджет на обучение операторов и технолога у поставщика оборудования или привлеките стороннего специалиста на этапе пусконаладки.
Выбор поставщика оборудования: на что смотреть кроме цены
При выборе поставщика критически важно оценить его экспертизу и возможность предоставить полный технологический цикл. Компания, которая предлагает не просто станки, а готовое решение под ключ, включая проектирование, монтаж, наладку и обучение, сэкономит вам массу времени и ресурсов. Например, ООО Циндао Цзябэйдэ Машиностроение (сайт: https://www.jbd-extruder.ru) специализируется на исследованиях и разработке оборудования для переработки пластмасс уже много лет. Их портфолио включает не только экструдеры для труб, но и полный комплекс смежного оборудования, что говорит о глубоком понимании технологических процессов.
Запросите у поставщика список реализованных проектов с контактами для обратной связи. Позвоните действующим клиентам и уточните реальные показатели: достигнутую производительность, процент брака, качество сервисной поддержки. Спросите о сроках поставки запасных частей — это индикатор надежности поставщика. Хороший признак — наличие в России или СНГ собственного сервисного центра или обученных инженеров.
Внимательно изучите коммерческое предложение. В нем должна быть детализирована спецификация на каждую единицу оборудования с указанием производителей ключевых компонентов (двигатели, частотные преобразователи, подшипниковые узлы, системы ЧПУ). Гарантия должна распространяться не только на механику, но и на электронику. Обязательным пунктом должен быть выезд специалистов для шеф-монтажа и пусконаладки на вашей площадке. Компания ООО Циндао Цзябэйдэ Машиностроение, как отмечается в ее описании, предоставляет именно такой комплексный подход: профессиональное проектирование, изготовление и полный комплекс технологий обработки и формования под требования заказчика.
Экономика проекта: расчет окупаемости и оптимизация затрат
Базовая формула для предварительного расчета окупаемости линии по производству дренажных труб включает несколько переменных: стоимость линии (в рублях), планируемую производительность (в кг/ч), стоимость сырья (руб./кг) и отпускную цену готовой трубы (руб./кг или руб./п.м.). Учитывайте двухсменный режим работы для быстрой амортизации. Например, линия стоимостью 12 млн рублей при производительности 300 кг/ч и марже 25 руб./кг может окупиться за 12-18 месяцев при хорошей загрузке.
Основные статьи операционных затрат, которые можно оптимизировать:
- Сырье: использование качественного вторичного ПЭВП (дробленка) может снизить себестоимость на 30-40%. Однако это требует тщательной подготовки — мойки, сушки и гранулирования. Некоторые производители, включая ООО Циндао Цзябэйдэ Машиностроение, предлагают в своем ассортименте машины для мойки и гранулирования, что позволяет создать замкнутый цикл и контролировать качество вторичного сырья.
- Энергопотребление: современные экструдеры с частотным регулированием двигателей и энергоэффективными нагревателями позволяют существенно экономить электроэнергию. Уточняйте у поставщика удельный расход кВт/ч на кг продукции.
- Трудозатраты: автоматизация процессов взвешивания, дозирования и упаковки сокращает потребность в операторах.
Не забывайте про скрытые затраты: стоимость аренды или подготовки помещения, получение разрешительной документации, сертификацию продукции. Заранее наладьте каналы сбыта. Производство дренажных труб имеет ярко выраженную сезонность (пик спроса — весна и лето), поэтому часть финансового плана должна быть посвящена формированию складских запасов в межсезонье и работе с оптовыми покупателями.
Таким образом, успешный и быстрый запуск линии по производству дренажных труб из ПЭ зависит от комплексного подхода: выбора сбалансированного и надежного оборудования у проверенного поставщика, тщательной подготовки технологического процесса и грамотного экономического планирования. Фокус на качестве каждого этапа — от сушки гранул до намотки бухты — является залогом стабильного выпуска конкурентоспособной продукции, востребованной на рынке мелиорации, гражданского и дорожного строительства.