Линия по производству древесно-пластиковых напольных покрытий из пвх: древесно-пластиковые напольные покрытия под ключ
2026-03-19
содержание
- Что такое линия по производству ПВХ полов под ключ и кому она нужна
- Ключевые компоненты и технологическая цепочка производства
- Технико-экономическое обоснование: инвестиции и окупаемость
- Критерии выбора поставщика оборудования и типичные риски
- Настройка производства и обеспечение стабильного качества продукции
- Тренды рынка и перспективы развития бизнеса
Полное руководство по выбору и внедрению линии для производства ПВХ полов под ключ. Узнайте о ключевых этапах, оборудовании, экономических расчетах и как избежать типичных ошибок при запуске производства древесно-пластиковых напольных покрытий.
Что такое линия по производству ПВХ полов под ключ и кому она нужна
Концепция под ключ в контексте производства напольных покрытий означает комплексное решение, включающее проектирование, поставку, монтаж, наладку оборудования и обучение персонала. Такой подход идеален для новых предприятий, стремящихся быстро выйти на рынок без глубоких технических знаний на старте. Основное преимущество — минимизация рисков, связанных с несовместимостью отдельных узлов оборудования и технологических этапов.
Заказчиками подобных линий часто становятся как крупные промышленные холдинги, диверсифицирующие бизнес, так и средние предприятия, желающие освоить производство современных древесно-пластиковых напольных покрытий (ДПК). Этот материал, сочетающий достоинства дерева и полимера, набирает популярность в России благодаря влагостойкости, износостойкости и простоте укладки. Рынок демонстрирует устойчивый рост, что делает инвестиции в данное направление перспективными.
Критически важным является выбор надежного партнера-интегратора. Например, компания ООО Циндао Цзябэйдэ Машиностроение, имеющая многолетний опыт в разработке оборудования для переработки пластмасс, предлагает именно такие комплексные решения. Их экспертиза позволяет не просто продать станки, а спроектировать технологический процесс, учитывающий специфику сырья и целевые характеристики готового ПВХ-пола.
Ключевые компоненты и технологическая цепочка производства
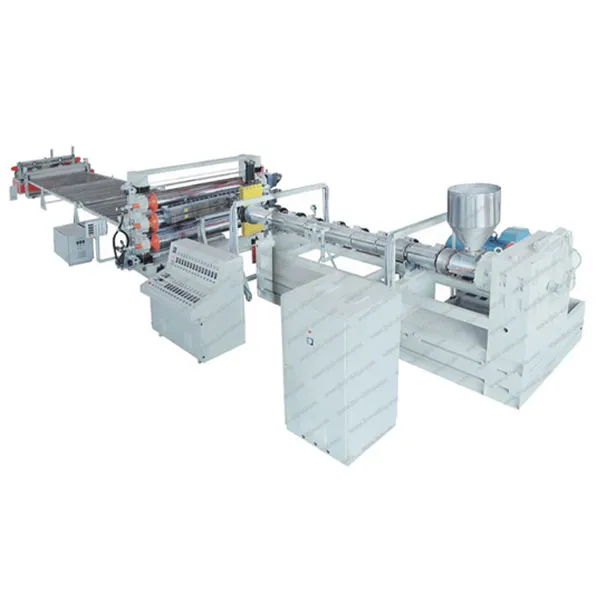
Стандартная линия для производства ПВХ-ламината или виниловых полов состоит из нескольких взаимосвязанных модулей. Первый этап — подготовка сырья. Здесь используются смесители-дозаторы высокой точности, которые отвешивают компоненты: ПВХ-смолу, пластификаторы, стабилизаторы, древесную муку (для ДПК), карбонат кальция и пигменты. Ошибка в дозировке даже на 1-2% может привести к браку по прочности или цвету.
Следующий блок — экструзия и калибровка. Подготовленная смесь поступает в экструдер, где под нагревом и давлением пластифицируется и гомогенизируется. Для производства многослойных покрытий могут использоваться ко-экструдеры. Расплав проходит через формующую головку, создающую заготовку нужного профиля, а затем через калибровочные вакуумные столы, которые фиксируют точные геометрические размеры. Именно качество экструдера определяет стабильность параметров плиты.
За экструзией следует этап охлаждения, нанесения декора и защитного слоя. Охлажденная основа шлифуется, на нее методом прямой печати или с использованием декоративных пленок наносится рисунок, имитирующий дерево, камень или абстрактный узор. После этого наносится износостойкий слой на основе полиуретана или оксида алюминия. Завершает цепочку пресс для формирования замкового соединения (click-система) и отрезной станок. Полный цикл от сырья до упакованной пачки занимает несколько минут.
Технико-экономическое обоснование: инвестиции и окупаемость
Запуск производства требует детальных финансовых расчетов. Капитальные затраты складываются из стоимости технологической линии, которая в базовой комплектации начинается от 12–15 млн рублей, затрат на подготовку цеха (вентиляция, электроснабжение 380В, ровные полы), а также таможенного оформления и логистики, если оборудование поставляется из-за рубежа. Автоматизированные линии европейского уровня могут стоить от 25 млн рублей и выше.
Переменные расходы включают стоимость сырья (основная статья), электроэнергию (линия потребляет от 150 кВтч), фонд оплаты труда и упаковку. Для расчета рентабельности важно определить планируемый объем выпуска. Линия средней мощности может производить от 1500 до 5000 м2 пола в смену. При средней оптовой цене качественного ДПК-пола от 450 рублей за м2 и себестоимости около 250–300 рублей, чистая маржа позволяет окупить инвестиции за 1.5–3 года при стабильных каналах сбыта.
Частая ошибка новичков — экономия на лабораторном оборудовании для входного контроля сырья и тестирования готовой продукции. Непротестированная партия древесной муки с высокой влажностью или некондиционный ПВХ могут остановить линию на сутки или привести к выпуску некондиции. Включение в бюджет средств на простейшую лабораторию (весы, сушильный шкаф, прибор для измерения износостойкости) сэкономит значительные средства в будущем.
Критерии выбора поставщика оборудования и типичные риски
Выбор интегратора — стратегическое решение. Необходимо оценивать не только цену каталога, но и экспертизу компании в конкретной нише — производстве именно напольных покрытий. Запросите список реализованных проектов (портфолио) и по возможности свяжитесь с действующими клиентами, особенно в СНГ, чтобы узнать о реальной производительности и сервисе. Важный критерий — наличие в России или ближнем зарубежье сервисного центра и склада запчастей.
Техническая оценка должна включать анализ предлагаемой рецептуры, энергопотребления, степени автоматизации (от этого зависит количество операторов) и гарантийных обязательств. Насторожить должно отсутствие инженера, готового приехать на запуск и обучение. Прозрачный договор, где прописаны все этапы, сроки, штрафные санкции за срыв пусконаладки и условия обучения персонала, — обязателен.
Ярким примером поставщика, отвечающего этим критериям, является ООО Циндао Цзябэйдэ Машиностроение (сайт: https://www.jbd-extruder.ru). Компания не просто продает экструдеры, а предоставляет полный комплекс услуг: от проектирования линии под конкретную задачу до передачи полного пакета технологий обработки и формования. Их философия, основанная на внедрении передовых мировых разработок и ориентации на потребности каждого клиента, позволяет минимизировать риски заказчика на всех этапах.
Настройка производства и обеспечение стабильного качества продукции
После монтажа оборудования начинается критическая фаза — пусконаладка и вывод на проектную мощность. Этот этап должен проходить под руководством технолога поставщика. Основные задачи: отработка стабильных режимов экструзии (температуры по зонам, скорость шнека) для конкретного сырья, калибровка всех датчиков и настройка системы охлаждения. Малейший перегрев может вызвать деформацию плиты.
Качество готового ПВХ-пола регламентируется ГОСТами и техническими условиями (ТУ). Ключевые контролируемые параметры:
- Толщина и плотность плиты основы (допуск ±0.1 мм).
- Прочность на изгиб и ударная вязкость.
- Износостойкость защитного слоя (классы AC1-AC5 по EN 13329).
- Водопоглощение и набухание по толщине (для ДПК — не более 5-7%).
- Эмиссия летучих веществ (соответствие классу Е1).
Для каждого параметра должен быть установлен внутренний регламент проверки.
Стабильность качества обеспечивается не только оборудованием, но и системой менеджмента. Рекомендуется внедрить простейшие принципы 5S на рабочем месте, вести журналы смен, где фиксируются все параметры работы линии и результаты выборочного контроля. Это позволит быстро выявлять и устранять отклонения, а также накапливать статистику для дальнейшей оптимизации рецептур и процессов.
Тренды рынка и перспективы развития бизнеса
Российский рынок напольных покрытий активно развивается, и спрос на локальную продукцию растет. Трендом последних лет является увеличение доли жестких ПВХ-плит (SPC, каменнопластиковый композит) — более дорогого, но исключительно стабильного и тонкого материала. Производителям, начинающим с ДПК, стоит рассматривать возможность последующей модернизации линии для выпуска SPC как стратегическую цель.
Экологичность становится ключевым фактором выбора для конечного потребителя. Поэтому важно работать с сырьем, имеющим соответствующие сертификаты, и продумать программу утилизации обрезков и брака (например, путем их дробления и возврата в производственный цикл в качестве добавки к основному сырью). Маркетинговая коммуникация, акцентирующая внимание на безопасности и зеленых практиках производства, усилит позиции бренда.
Успех в бизнесе по производству ПВХ полов зависит от синергии трех факторов: правильно выбранной и настроенной технологической линии, строгого контроля качества и гибкой маркетинговой стратегии. Инвестиции в линию под ключ у проверенного поставщика, такого как ООО Циндао Цзябэйдэ Машиностроение, — это инвестиции в минимизацию технологических рисков и создание фундамента для долгосрочного роста. Начиная с производства востребованных древесно-пластиковых покрытий, предприятие может постепенно расширять ассортимент, укрепляя свои позиции на динамичном рынке отделочных материалов.