Высокоскоростная линия по производству труб из ппр: технология для быстрого выпуска
2026-03-19
содержание
В статье подробно разбирается, как современная высокоскоростная линия по производству труб из ппр: технология для быстрого выпуска решает ключевые проблемы производителей: низкую производительность и высокую себестоимость. Вы узнаете о принципах работы, выборе оборудования и экономических расчетах для быстрого запуска рентабельного производства.
Принцип работы и ключевые модули линии
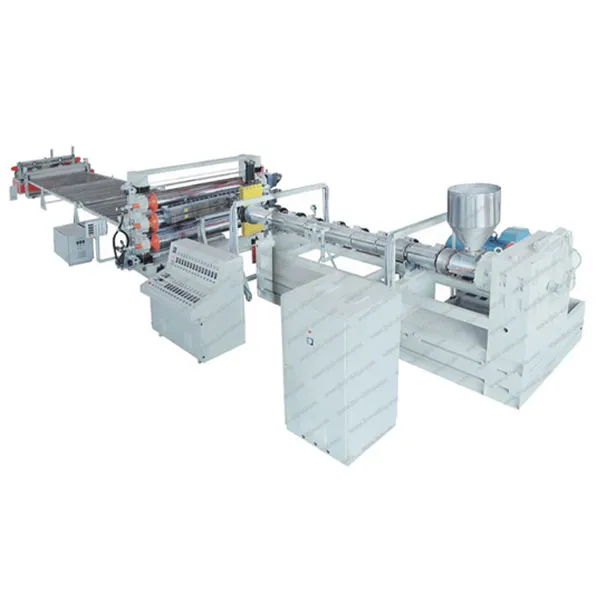
Сердцем высокоскоростной линии является экструдер с высоким крутящим моментом и точной системой контроля температуры цилиндров. Это обеспечивает стабильное плавление гранул ППР-сополимера без деградации материала, что критически важно для качества трубы. Современные модели, такие как предлагаемые компанией ООО Циндао Цзябэйдэ Машиностроение, оснащаются частотно-регулируемыми приводами, позволяющими плавно менять скорость выдавливания расплава в зависимости от диаметра изделия.
Сразу за экструдером расположена вакуумная калибровочная ванна, где труба приобретает окончательные размеры и круглую форму. Скорость охлаждения здесь — определяющий фактор для общей скорости линии. Использование многосекционных систем с точным термостатированием воды позволяет равномерно отводить тепло, предотвращая внутренние напряжения. Третьим ключевым модулем является тянущее устройство, которое должно обеспечивать абсолютно равномерное усилие, без проскальзываний, чтобы не деформировать еще не остывшую полностью трубу.
Завершает процесс отрезной станок с летящим резом, который режет трубу на мерные длины без остановки движения линии. Важно, чтобы все модули были интегрированы в единую систему управления с одним пультом. Это позволяет оператору синхронизировать работу, оперативно вносить коррективы и собирать данные для анализа. Именно такой комплексный подход к проектированию линий демонстрирует производитель оборудования JBD, что гарантирует слаженную работу всех узлов.
Как высокая скорость влияет на экономику производства
Основной экономический эффект от перехода на высокоскоростную технологию — это снижение себестоимости одного погонного метра трубы за счет распределения постоянных затрат на больший объем продукции. Если стандартная линия выдает, например, 100 кг/час, то высокоскоростная может достигать 250-300 кг/час при сопоставимом энергопотреблении на килограмм продукции. Это напрямую увеличивает маржинальность бизнеса и сокращает срок окупаемости оборудования.
Ключевой параметр для расчета — не просто максимальная скорость экструзии, а стабильная, бесперебойная скорость в течение всей рабочей смены. Частая ошибка — покупка мощного экструдера без модернизации участков охлаждения и протяжки. В результате линия работает на 50% своей возможности, а брак из-за недостаточного охлаждения растет. Поэтому инвестиции должны быть системными: мощный экструдер, эффективная система охлаждения большой длины и надежные тянущие вальцы.
Для российского рынка важно считать в рублях и учитывать локальные тарифы на электроэнергию. Примерный расчет для линии производительностью 250 кг/час показывает, что при работе в две смены и средней рыночной цене на ППР-трубы оборудование может окупиться за 12-18 месяцев. При этом критически важно иметь надежные каналы сбыта или собственный портфель проектов, чтобы обеспечить высокую загрузку линии. Без этого высокие мощности становятся не преимуществом, а источником дополнительных издержек.
Критерии выбора оборудования для скоростного производства
Выбор начинается не с цены, а с анализа сырья и целевого ассортимента труб. Необходимо четко понимать, с какими типами ППР-сополимеров (например, PPR-80, PPR-100) предстоит работать и какие диаметры (от 20 мм до 110 мм и более) требуется выпускать. От этого зависит требуемое отношение L/D (длины к диаметру) шнека экструдера, которое для высокоскоростной переработки ППР должно быть не менее 30:1 для обеспечения качественного пластиката.
Второй критерий — степень автоматизации. Современная линия должна включать:
- Систему автоматической дозировки и загрузки сырья с возможностью добавления красителя.
- ПИД-регуляторы на всех зонах нагрева экструдера и термостатах калибровочной ванны.
- Лазерный или ультразвуковой измеритель диаметра и толщины стенки в реальном времени.
- Систему маркировки и автоматической укладки готовых труб.
Эти элементы минимизируют человеческий фактор, который на высоких скоростях становится главным источником брака.
Третий, часто упускаемый из виду критерий — наличие технической поддержки и сервиса от поставщика. Оборудование для высокоскоростного производства сложное, и его наладка требует экспертизы. Компании с глубоким опытом, такие как ООО Циндао Цзябэйдэ Машиностроение, не только поставляют линию, но и предоставляют полный комплекс услуг: от проектирования цеха и пусконаладки до обучения персонала и снабжения запчастями. Это страхует инвестиции и обеспечивает быстрый выход на проектную мощность.
Типичные технологические проблемы и их решения
Первая проблема — нестабильность диаметра или овальность трубы на высоких скоростях. Чаще всего причина в недостаточном вакууме в калибровочной ванне или неравномерном охлаждении. Решение: проверка герметичности вакуумных уплотнений, увеличение производительности вакуумного насоса и оптимизация расхода воды в каждой секции ванны. Температура воды в первой секции должна быть не выше 25°C, а последующие секции могут работать при 40-50°C для снятия внутренних напряжений.
Вторая распространенная проблема — продольные полосы на поверхности трубы. Это указывает на загрязнение или износ фильтрующей сетки в экструдере, либо на перегрев материала в одной из зон цилиндра. Необходимо установить график регулярной замены фильтрующих пакетов и провести калибровку термопар. Также стоит проверить однородность сырья: даже 5% примеси другого типа полимера или влажные гранулы могут вызвать подобный дефект.
Третья проблема — низкая ударная вязкость готовой трубы, которая выявляется только при испытаниях. Корень проблемы может лежать в неправильно подобранном температурном профиле экструзии. Для ППР чрезмерно высокая температура приводит к деструкции полимера и потере механических свойств. Необходимо строго следовать рекомендациям производителя сырья и вести журнал температурных параметров для каждой партии. Как отмечают инженеры jbd-extruder.ru, часто достаточно снизить температуру в зоне дозирования на 5-10°C, чтобы значительно улучшить качество продукта без потери в скорости.
Интеграция линии в полный производственный цикл
Высокоскоростная линия — это только часть цепочки. Для ее эффективной работы необходима грамотная инфраструктура. Во-первых, склад сырья с системой предварительной сушки. ППР-гранулы гигроскопичны, и остаточная влага испортит продукт и может создать опасное давление пара в экструдере. Во-вторых, необходим участок пост-охлаждения и вылеживания труб перед упаковкой, чтобы остаточные напряжения полностью сошли, и геометрия стабилизировалась.
Крайне важно наладить систему контроля качества, которая не будет тормозить поток. Вместо тотальной проверки каждой трубы применяют выборочный контроль каждые 30-60 минут с проведением замеров диаметра, толщины стенки, испытаний на внутреннее давление и термостойкость. Данные сразу заносятся в цифровую систему, что позволяет быстро выявлять тренды к отклонению. Это соответствует философии современных производителей оборудования, которые, как ООО Циндао Цзябэйдэ Машиностроение, ориентированы на предоставление полного цикла технологий обработки и формования.
Заключительный этап — логистика. Высокоскоростная линия генерирует большой объем продукции. Нужно заранее продумать систему упаковки (в бухты, на паллеты), маркировки и погрузки. Автоматический паллетайзер или упаковочный станок могут стать разумным дополнением, которое предотвратит образование узкого горлышка на выходе из цеха и сохранит товарный вид продукции. Таким образом, успешное внедрение высокоскоростной линии по производству ППР труб — это комплексный проект, где технология, экономика и логистика неразрывно связаны.