






Линия по производству упаковочных материалов из каменно-пластикового композита
Когда говорят про линию по производству упаковочных материалов из каменно-пластикового композита, многие сразу представляют себе просто экструдер с добавлением мела. На деле же — это целый комплекс, где мелочей не бывает, и каждая ?мелочь? может встать в копеечку. Сам композит — штука интересная, но капризная, и если подходить к нему как к обычному полипропилену или ПЭТ, получишь брак, заторы в фильерах и постоянные простои. Основная ошибка — недооценка абразивности минерального наполнителя. Он ведь не просто лежит в матрице, он её методично стачивает, причём неравномерно. Поэтому ключевой момент — это не столько сама экструзия, сколько подготовка сырья и конструкция узлов, контактирующих с расплавом.
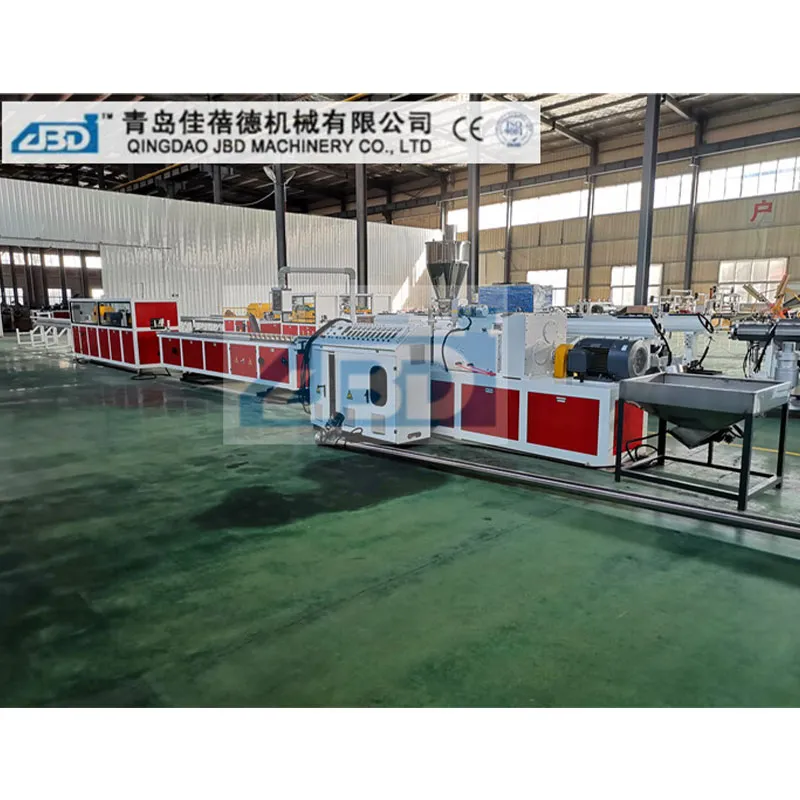
Сердце линии — экструдер. Что важно помимо мощности?
Главный агрегат, конечно, экструдер. Но здесь важен не только киловатт на валу. Для работы с каменно-пластиковым композитом критична конструкция шнека и цилиндра. Зоны должны быть рассчитаны под другую реологию расплава — он более вязкий и склонный к перегреву. Обычные шнеки для полиолефинов здесь быстро выходят из строя. Нужны усиленные пары, часто с биметаллическими вкладышами. Мы в своё время пробовали адаптировать стандартную линию для ПП — через три месяца непрерывной работы зазоры увеличились настолько, что о стабильном калибре плёнки можно было забыть. Пришлось искать специализированное решение.
Здесь стоит отметить, что не все производители оборудования глубоко вникают в эту специфику. Когда мы изучали рынок, то обратили внимание на подход компании ООО Циндао Цзябэйдэ Машиностроение. Они не просто продают экструдеры, а акцентируют внимание на исследованиях и разработке под конкретные задачи. На их сайте (https://www.jbd-extruder.ru) видно, что они ?неизменно остаются на переднем крае? технологий, что для нашей ниши — не пустые слова. Важен именно фокус на инновации, потому что старые наработки для каменно-пластиковых композитов просто не работают.
Ещё один нюанс — система дозирования и смешения. Минеральный наполнитель должен быть идеально сухим и равномерно распределённым в полимерной матрице. Малейшая влага — и в расплаве появятся пузыри, которые при вытяжке в плёнку превратятся в микродефекты, убивающие прочность на разрыв. Мы ставили дополнительные сушильные бункеры прямо перед загрузкой в основную смесь, что решило часть проблем. Но идеальным вариантом стала бы интегрированная система вакуумной дегазации на самом экструдере, но это уже вопрос стоимости всей линии.
Формование и калибровка: где кроется брак
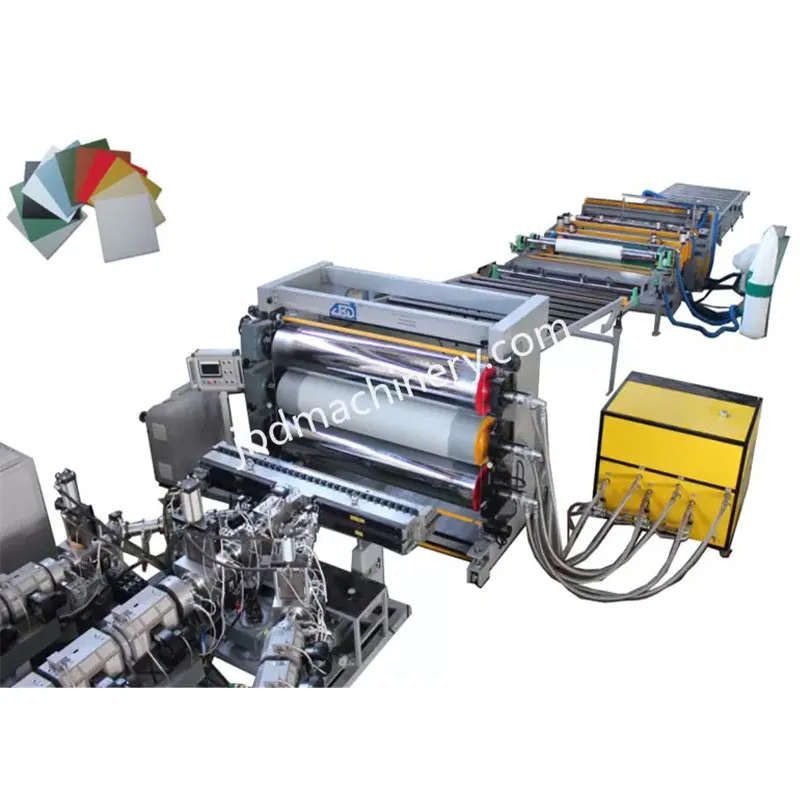
Допустим, расплав подготовлен хорошо. Следующий этап — формование, скажем, в плёнку через щелевую головку. Вот здесь начинается самое интересное. Из-за высокой наполненности и плотности композита расплав ведёт себя не так пластично. Он хуже ?тянется?, требует более точной температурной зоны непосредственно в фильере. Если перегреть хотя бы на 5-10 градусов — материал начинает ?плыть?, границы становятся рваными. Если недогреть — повышенное давление, риск затора и, опять же, неравномерная толщина.
Калибровочные валики тоже должны иметь особое покрытие. Обычная сталь или даже хромирование быстро покрываются микроцарапинами от частиц наполнителя, которые потом отпечатываются на каждой последующей метре продукции. Мы перешли на валики с керамическим или специальным полимерным покрытием — срок их службы увеличился в разы, да и качество поверхности плёнки стало стабильным.
Часто упускают из виду систему охлаждения. Отвод тепла должен быть очень интенсивным и равномерным. Вода в чиллере — обязательно очищенная, иначе на валах будет быстро нарастать накипь, что нарушит теплопередачу. Однажды из-за этого на широкой плёнке (около 2 метров) у нас по краям пошла ?волнистость? — материал остывал медленнее в центре, чем по бокам. Пришлось переделывать всю систему подачи охлаждающей воды, добавлять дополнительные контуры.
Резка, упаковка и логистика готовой продукции
Казалось бы, тривиальные этапы. Но и здесь есть особенности. Готовая упаковка из каменно-пластикового композита, особенно листы или жёсткая тара, имеет большую поверхностную плотность и хрупкость на излом (при всей своей прочности на сжатие!). Поэтому ножи для продольной и поперечной резки тупятся быстрее. Автоматическая упаковка в плёнку тоже требует настройки — материал менее эластичен, его сложнее плотно обтянуть паллету.
На складе нужно учитывать, что вес паллеты будет значительно выше, чем у аналогичной упаковки из чистого пластика. Соответственно, требования к стеллажам и погрузочной технике выше. Это не всегда очевидно при планировании производства.
И да, логистика. При транспортировке на большие расстояния важно защитить края продукции от сколов. Мы какое-то время использовали обычные картонные уголки — они не выдерживали. Перешли на пластиковые П-образные профили, что увеличило стоимость, но свело к нулю процент брака при доставке. Это тот случай, когда экономия на мелочи приводит к большим убыткам.
Выбор поставщика оборудования: не цена, а совокупная стоимость владения
Возвращаясь к началу. Когда выбираешь линию по производству упаковочных материалов из каменно-пластикового композита, смотреть нужно не на ценник, а на то, насколько производитель понимает процесс целиком. Нужны не просто каталоги, а технические консультации, готовность адаптировать узел под твоё конкретное сырьё (мел, мраморная крошка, песок — все они ведут себя по-разному).
Вот почему для нас был важен подход, который декларирует ООО Циндао Цзябэйдэ Машиностроение — ?залог выживания в качестве, а путь развития — в инновациях?. В этом бизнесе выживает как раз тот, кто не продаёт железо, а предлагает технологическое решение с расчётом на долгую и стабильную работу. Их расположение в Циндао, крупном портовом городе, также говорит о логистической доступности как для поставки оборудования, так и для возможного сервисного обслуживания или поставки запчастей.
Итог прост: линия для каменно-пластика — это инвестиция в материал будущего. Но подходить к её выбору и наладке нужно с пониманием всех технологических цепочек, а не только желанием купить ?аппарат для выдавливания пластика с камнем?. Потому что от этого понимания зависит, будет ли ваша упаковка конкурентоспособной по цене и качеству, или вы будете месяцами бороться с нестабильностью и низким выходом годного.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ
Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ -
 Производственная линия прозрачных листов ПК/ПММА/ПС/МС
Производственная линия прозрачных листов ПК/ПММА/ПС/МС -
 Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС
Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС -
 Станок для тиснения под дерево
Станок для тиснения под дерево -
 Производственная линия древесно-пластиковых профилей из ПЭ
Производственная линия древесно-пластиковых профилей из ПЭ -
 Производственная линия навивных химических резервуаров из ППГ
Производственная линия навивных химических резервуаров из ППГ -
 Дробилка
Дробилка -
 Экструзионная линия для профилей угловых защитных накладок из ПВХ
Экструзионная линия для профилей угловых защитных накладок из ПВХ -
 Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией
Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией -
 Экструзионная линия для шлангов из ПУ, ТПУ, ПА
Экструзионная линия для шлангов из ПУ, ТПУ, ПА -
 Трубы ПЭ с углеродным спиральным армированием
Трубы ПЭ с углеродным спиральным армированием -
 Производственная линия сотовых панелей из поликарбоната
Производственная линия сотовых панелей из поликарбоната
Связанный поиск
Связанный поиск- Линия по производству оберточных труб
- Оборудование для производства двухслойных гофрированных труб
- Линия по экструзионной обработке газопроводов
- Линия по производству сотовых панелей из пп и пэ
- Линия по производству быстросборных стеновых панелей из пвх
- Линия по производству панелей для ванн
- Высокоскоростной экструдер для труб из пнд
- Линия по производству листов пп
- Линия по производству листов из углеродного кристалла
- Линия по производству пустотелых панелей из пп