






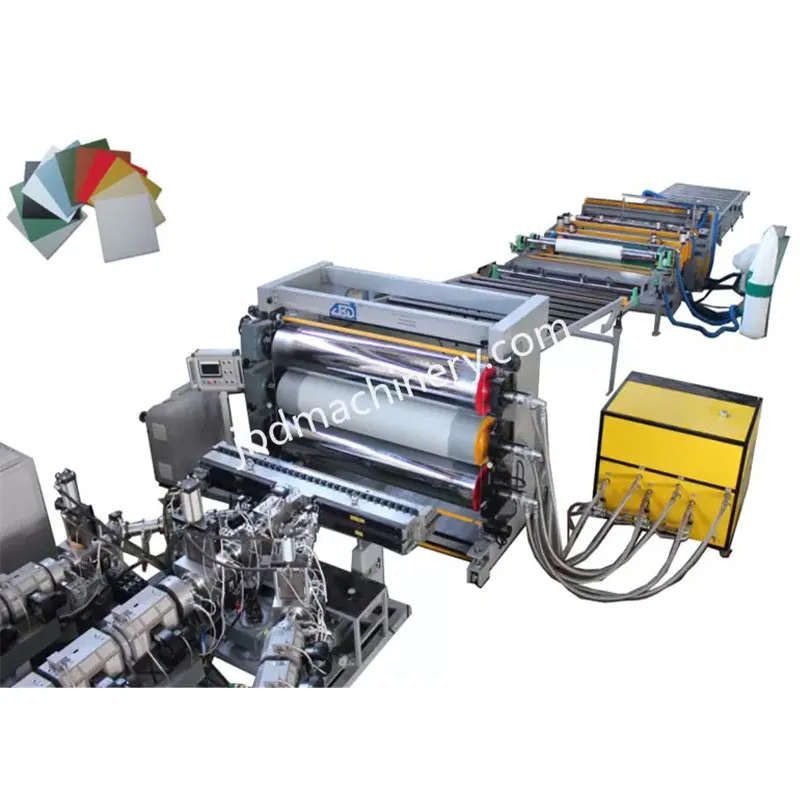
Линия по производству листов пп
Когда говорят про линию по производству листов пп, многие сразу думают о простой связке экструдера и каландра. Но на деле, если хочешь стабильно получать лист с правильной кристалличностью и минимальной усадкой, всё упирается в десятки нюансов, которые в каталогах не пишут. Сам через это прошёл, когда несколько лет назад участвовал в проекте по модернизации производства упаковочных материалов. Тогда мы ошибочно сфокусировались на мощности экструдера, а потом полгода мучились с неравномерным охлаждением и короблением готового полотна.
Ключевые узлы: неочевидные зависимости
Возьмём, например, экструдер. Для полипропилена, особенно гомополимера, критична не столько длина шнека, сколько точность поддержания температуры по зонам и конструкция фильтрующей системы. Малейший перегрев в зоне дозирования — и ты получаешь начало деструкции полимера, что потом вылезет жёлтыми пятнами и пузырями в листе. У нас был случай, когда на старой линии постоянно возникали проблемы с однородностью расплава. Оказалось, дело было в изношенных нагревателях, которые давали локальные перегревы. Замена на новые, с точным ПИД-регулированием, сняла 80% проблем.
А вот каландр — это отдельная история. Здесь важно не только количество валов, но и система их прогиба компенсации. Для тонких листов, скажем, 0.3-0.8 мм, даже микронные отклонения в зазоре приведут к полосам разной толщины по ширине. Мы как-то пробовали сэкономить, взять каландр без системы поперечной регулировки профиля. В итоге пришлось постоянно играть скоростью вытягивания и температурой валов, чтобы уйти от полосности, что убивало производительность. Пришлось докупать и интегрировать систему автоматической регулировки профиля — дорого, но без этого стабильного качества не добиться.
И конечно, система охлаждения после каландра. Часто её недооценивают. ПП должен остывать постепенно, под определённым натяжением. Если охладить слишком резко — лист будет хрупким, может появиться внутреннее напряжение. Мы ставили дополнительные ролики-транспортёры с термостатированием, чтобы обеспечить плавный температурный переход. Это не всегда есть в базовых комплектациях, но для ответственных применений — обязательно.
Интеграция и настройка: где кроются реальные затраты
Самая большая ошибка — считать, что купил оборудование, смонтировал и запустил. Реальность такова, что пусконаладка линии по производству листов пп может занять месяцы. Особенно если речь идёт о переходе с одного типа сырья на другой. Например, при смене поставщика гранулята ПП с другим МФР (индексом расплава) пришлось полностью пересматривать температурный профиль по всей линии и скорость вытягивания. Автоматика тут помогает, но финальную ?доводку? всегда делает оператор на основе своего опыта и визуального контроля полотна.
Ещё один момент — вспомогательное оборудование. Сушилки, дозаторы, смесители. Кажется, мелочь. Но если сушилка не обеспечит нужную точность точки росы, влага в гранулах испортит всю картину — лист будет с кратерами. Мы работали с разными поставщиками и обратили внимание на подход ООО Циндао Цзябэйдэ Машиностроение. В их комплексах часто предлагают интегрированные системы подготовки сырья, что избавляет от головной боли по согласованию параметров между разными производителями. Их принцип, который они сами формулируют как ?человек — высшая ценность?, на практике для меня означает, что они больше прислушиваются к реальным эксплуатационным проблемам и предлагают решения, а не просто продают железо.
Кстати, об инновациях, которые компания из Циндао видит путём развития. В современных линиях всё чаще ставят системы машинного зрения для контроля дефектов в реальном времени. Это не маркетинг, а суровая необходимость. Раньше оператор в лучшем случае выборочно смотрел кромку. Теперь же камера сканирует всё полотно, и система сама отмечает участки с помутнением, пузырями или посторонними включениями. Внедрение такой системы на одной из наших линий позволило снизить процент брака почти на 3%, что при больших объёмах — огромная экономия.
Сырьё и его капризы
Говоря о линии по производству листов пп, нельзя не сказать о самом полипропилене. Линия — это инструмент, а материал — это то, с чем он работает. Один и тот же экструдер будет вести себя по-разному с блок-сополимером и рандом-сополимером. Первый более вязкий, требует более высокого давления и тщательнее подобранных температур. Мы как-то закупили партию материала с высоким содержанием добавок (антистатик, УФ-стабилизатор). Оказалось, что эти добавки влияют на реологические свойства, и пришлось снижать скорость экструзии, чтобы не терять в качестве поверхности листа.
Переработка вторичного ПП — это вообще отдельный вызов. Загрязнения, разброс в показателе МФР, остаточные запахи. Линия должна быть к этому готова: усиленная фильтрация (желательно с автоматической сменой сеток), более коррозионно-стойкие материалы в зоне контакта с расплавом, мощные дегазационные системы. Просто так взять линию, рассчитанную на первичный гранулят, и запустить в неё ?вторичку? — верный путь к постоянным заторам и поломкам фильтров.
Экономика процесса: что считать кроме цены оборудования
При оценке линии по производству листов пп все сначала смотрят на ценник. Но капитальные затраты — это только начало. Надо считать стоимость владения. Сюда входит энергопотребление (современные частотные приводы на моторах экструдера и вытяжных валков экономят до 25%), расход на запчасти (как быстро изнашиваются шнеки и цилиндры при работе с конкретным сырьём?), необходимость в обслуживающем персонале и его квалификация.
Например, европейские линии часто дороже на старте, но у них может быть ниже стоимость обслуживания и выше доступность оригинальных запчастей в долгосрочной перспективе. Азиатские производители, такие как упомянутое ООО Циндао Цзябэйдэ Машиностроение, предлагают хорошее соотношение цены и функциональности, причём они постоянно осваивают передовые технологии. Их расположение в Циндао с развитой логистикой часто означает более короткие сроки поставки комплектующих, что тоже важно при простое.
Итоговая рентабельность производства листа зависит от мелочей: от того, насколько быстро линия выходит на стабильный режим после пуска, от процента бездефектного материала, от гибкости при смене рецептуры. Иногда лучше вложиться в более гибкую и ?умную? линию на старте, чем потом годами компенсировать её недостатки ручным трудом и высоким браком.
Взгляд вперёд: к чему готовиться
Тренд сейчас — это цифровизация и ?зелёные? технологии. Давление со стороны рынка и регуляторов заставляет думать об энергоэффективности и углеродном следе. Новые линии проектируются с рекуперацией тепла от систем охлаждения, с оптимизированными под конкретную рецептуру режимами, которые минимизируют энергозатраты. Это уже не просто пожелание, а требование многих крупных заказчиков готовой продукции.
Другой тренд — гибкость. Одна линия, которая может производить не только монолитный лист ПП, но и, скажем, листы с барьерными слоями или с добавлением определённого процента вторичного материала. Это требует более сложной конструкции экструзионной головки и системы дозирования, но открывает новые рынки. Компании, которые видят развитие в инновациях, как та же ООО Циндао Цзябэйдэ Машиностроение, активно работают в этом направлении, предлагая модульные решения.
В конечном счёте, выбор и эксплуатация линии — это не про чтение спецификаций, а про глубокое понимание технологии. Это постоянный процесс обучения, проб и ошибок. Самый ценный ресурс здесь — не оборудование, а люди, которые на нём работают и которые его проектируют с оглядкой на реальные производственные задачи. Поэтому принцип ?человек — высшая ценность? — это не просто красивые слова на сайте, а, пожалуй, самый важный критерий при выборе партнёра в этом деле.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП
Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП -
 Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА)
Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА) -
 Производственная линия плит из ПВХ под мрамор
Производственная линия плит из ПВХ под мрамор -
 Экструдер для производства гофрированных труб большого диаметра из ПЭ/ПЭВП для водоотведения и канализации
Экструдер для производства гофрированных труб большого диаметра из ПЭ/ПЭВП для водоотведения и канализации -
 Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью
Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью -
 Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС
Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС -
 Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП
Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ -
 Производственная линия толстых листов из ПП, ПЭ, АБС, ПВХ
Производственная линия толстых листов из ПП, ПЭ, АБС, ПВХ -
 Экструзионная линия для профилей угловых защитных накладок из ПВХ
Экструзионная линия для профилей угловых защитных накладок из ПВХ -
 Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ
Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ -
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Связанный поиск
Связанный поиск- Линия по производству листов из углеродного кристалла
- Линия по производству пустотелых панелей из пп
- Линия по производству толстолистовых панелей из пэ
- Линия по производству листов пс
- Линия по производству пластиковых упаковочных коробок
- Линия по производству листов пвх
- Линия по производству быстросборных стеновых панелей из пвх
- Линия по производству листов пэ
- Линия по производству стальных труб с пластиковым покрытием
- Линия по производству труб из пвх