






Линия по производству пустотелых панелей из пластика
Когда говорят про линию по производству пустотелых панелей, многие сразу представляют себе просто экструдер и калибровочный стол. На деле же, это целый комплекс, где мелочей не бывает, и любая, казалось бы, второстепенная деталь — тот же вакуумный калибратор или система охлаждения — может в итоге вылиться в постоянный брак по геометрии или ?вертолёт? панели. Сам через это проходил, когда лет десять назад собирали одну из первых линий под заказ — тогда ещё думали, что главное — это стабильная экструзия, а остальное ?приложится?. Не приложилось.
От сырья до выхода: где кроются подводные камни
Начну, пожалуй, с самого начала — с сырья. Для пустотелых панелей чаще всего идёт композит на основе ПВХ, поликарбоната или, реже, акрила. Но вот нюанс: даже в рамках одного типа, скажем, ПВХ-компаунда, рецептура под экструзию панелей и, например, оконного профиля — отличается. Нужны определённые модификаторы ударной вязкости и термостабилизаторы, иначе панель получится или слишком хрупкой, или будет желтеть на солнце быстрее заявленного срока. Мы как-то взяли партию материала ?почти такого же? со скидкой — в итоге на готовых панелях через месяц появилась сетка микротрещин. Переделывали всё.
Именно поэтому при подборе линии нужно чётко понимать, под какой тип полимера и конечное применение она затачивается. Универсальные решения, которые ?производят всё?, часто оказываются компромиссными и не дают оптимального качества. Экструдер должен иметь точный контроль температуры по зонам, особенно в зоне дозирования и пластикации — для чувствительных к перегреву материалов это критично.
Здесь, к слову, могу отметить подход компании ООО Циндао Цзябэйдэ Машиностроение. На их сайте https://www.jbd-extruder.ru видно, что они не просто продают оборудование, а именно ?посвящают себя исследованиям и разработке?. В контексте линий для панелей это выражается в том, что они предлагают конфигурации под конкретные задачи — например, усиленные узлы для работы с наполненными композитами, которые сильно абразивны и изнашивают шнек и цилиндр.
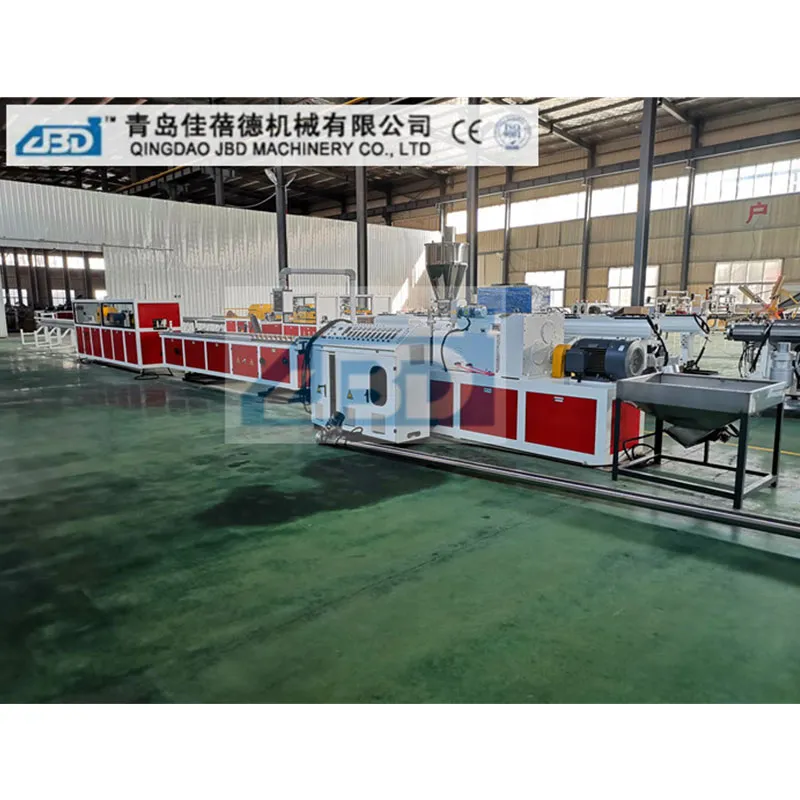
Сердце линии: экструзионный узел и головка
Самый дорогой и ответственный узел — это, конечно, экструдер и фильера. Для пустотелых панелей используется щелевая головка, формирующая плоскую заготовку с внутренними перегородками. Конструкция этой головки — это почти искусство. Зазоры, распределение потоков расплава по каналам, система подогрева — всё должно быть рассчитано так, чтобы расплав выходил с одинаковой скоростью и вязкостью по всей ширине. Малейшая асимметрия — и панель будет вести в сторону, получится разная толщина стенок.
В своё время мы столкнулись с проблемой ?языков? — когда по краям панели материал тек медленнее и застывал раньше, образуя утолщения. Проблема была в геометрии распределительного коллектора внутри головки. Пришлось её демонтировать и отправлять на доработку. Сейчас многие производители, включая упомянутую ООО Циндао Цзябэйдэ Машиностроение, используют компьютерное моделирование течения расплава при проектировании головок, что минимизирует такие риски. Их принцип ?залог выживания в качестве? здесь как раз к месту — некачественная головка убивает всю экономику проекта.
Ещё один момент — материал самого экструдера. Для агрессивных или абразивных композитов нужны биметаллические цилиндры и шнеки с усиленным покрытием. Это увеличивает срок службы в разы. Экономия на этом этапе — ложная.
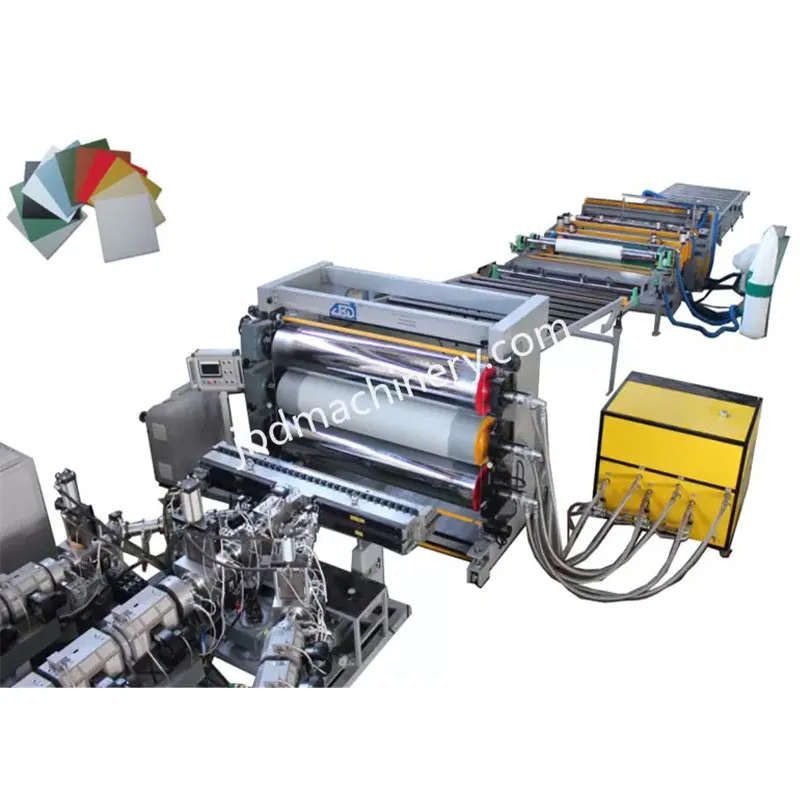
Калибровка и охлаждение: от заготовки к изделию
Вот выходит из головки размягчённая заготовка. Дальше — вакуумный калибровочный стол. Это, по сути, набор формующих и охлаждающих секций, где панель обретает финальные размеры и геометрию внутренних сот. Вакуум здесь нужен, чтобы прижать размягчённый пластик к охлаждаемым стенкам калибратора. И здесь ключевая проблема — равномерность охлаждения.
Если охлаждать слишком быстро и интенсивно с одной стороны, в материале возникают внутренние напряжения. Панель может потом покоробиться уже на складе или при монтаже. Мы когда-то увеличили производительность, подняв скорость протяжки, но не доработали систему охлаждения — получили партию панелей, которые звенели, как стекло, и лопались при поперечной нагрузке. Пришлось вернуться к прежним настройкам и пересчитать баланс скорости и теплоотвода.
Система охлаждения — это не просто трубы с водой. Это расчёт температуры на входе и выходе каждой секции, контроль жёсткости воды, чтобы не было накипи в каналах. Часто эту часть недооценивают, сосредотачиваясь на экструдере. А зря.
Тянущее устройство и резка: финишная прямая
После калибратора панель остыла и набрала прочность. Её захватывает тянущее устройство — обычно это набор гусениц с регулируемым давлением. Давление должно быть достаточным для надёжного сцепления, но не таким, чтобы деформировать ещё не до конца остывшую панель. Особенно это актуально для тонкостенных или многослойных конструкций. Настройка синхронности движения гусениц и скорости экструдера — это уже тонкая наладка, которая делается на месте под конкретный материал.
Потом — отрезной станок. Казалось бы, что тут сложного? Но если резка идёт ?на лету?, нож должен быть идеально острым и двигаться синхронно с панелью, чтобы не было заусенцев или сколов на кромках. Для панелей под остекление, где важен эстетический вид торца, это критично. Мы пробовали разные типы пил — фрикционные, с твердосплавными напайками. Остановились на последних с системой пылеудаления, потому что пластиковая пыль, оседая на ещё горячую панель, спекалась в неприятные бугорки.
Автоматизация здесь тоже важна. Современные линии, подобные тем, что разрабатывает ООО Циндао Цзябэйдэ Машиностроение, часто включают в себя ЧПУ для резки, что позволяет точно и быстро менять длину реза без долгой переналадки. Это напрямую влияет на гибкость производства.
Интеграция, наладка и человеческий фактор
Собрать линию из хороших компонентов — это полдела. Вторые полдела — это грамотная интеграция и пусконаладка. Все узлы должны быть согласованы по скорости, управляться с единого пульта. Часто проблемы возникают на стыках: например, датчик длины подаёт сигнал на резак с задержкой, и длина ?уплывает?. Или настройки вакуума на калибраторе не адаптированы под летнюю влажность воздуха, и прижим становится неустойчивым.
Здесь не обойтись без опытного инженера-технолога на площадке. Никакая автоматика не заменит его глазомер и чутьё, когда он по звуку работы экструдера или по виду выходящей ленты может определить, что что-то не так. Компания, которая просто продала оборудование и уехала, — это плохой партнёр. Нужен тот, кто обеспечит поддержку и поможет вывести линию на стабильный режим. В описании ООО Циндао Цзябэйдэ Машиностроение упоминается принцип ?человек — высшая ценность?, и в этом контексте его можно трактовать и как важность квалифицированного сервиса для клиента.
И последнее — оператор. Даже на самой продвинутой линии он нужен. Его задача — не просто нажать кнопку, а постоянно контролировать процесс, вовремя заметить изменение блеска ленты (признак изменения температуры), услышать посторонний шум в редукторе. Обучение персонала — это инвестиция, без которой даже лучшая линия по производству пустотелых панелей из пластика не будет работать на полную.
Вместо заключения: о выборе и реализме
Так что, если рассматриваете запуск или модернизацию такого производства, смотрите не на красивую картинку в каталоге, а на детали. Задавайте вопросы по материалу цилиндра экструдера, запрашивайте расчёты производительности и потребления воды для охлаждения под ваши задачи, уточняйте, кто и как будет проводить монтаж и обучение. Спросите про реальные кейсы, желательно в вашем регионе или со схожим сырьём.
Оборудование — это всегда компромисс между ценой, производительностью и качеством. Иногда лучше взять линию чуть менее производительную, но более стабильную и ремонтопригодную. И помните, что сама по себе линия — это только инструмент. Успех определяет грамотная технология, качественное сырьё и люди, которые на ней работают. Как те, кто её проектирует и собирает, придерживаясь курса на инновации, так и те, кто потом каждый день стоит у пульта. Без этого любая, даже самая дорогая техника, превратится в груду металла.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Станок для намотки труб из ПУ
Станок для намотки труб из ПУ -
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ
Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ -
 Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ
Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ -
 Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб
Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб -
 Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА)
Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА) -
 Экструзионная линия для профилей угловых защитных накладок из ПВХ
Экструзионная линия для профилей угловых защитных накладок из ПВХ -
 Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС
Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС -
 Ламинатор
Ламинатор -
 Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ
Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ -
 Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб
Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб -
 Производственная линия сотовых панелей из поликарбоната
Производственная линия сотовых панелей из поликарбоната
Связанный поиск
Связанный поиск- Линия по производству напольных покрытий из каменного пластика spc
- Линия по производству труб из пвх
- Линия по производству труб для обертывания пустотелых стен
- Линия по производству толстолистовых панелей из пвх
- Линия по производству листов пп
- Линия по производству труб с антикоррозионной изоляцией
- Оборудование для производства двухслойных гофрированных труб
- Линия по производству толстолистовых панелей из пп
- Линия по производству толстолистовых панелей из пэ
- Линия по производству мебельных панелей