






Линия по производству напольных покрытий из каменного пластика spc
Когда говорят про линию по производству напольных покрытий из каменного пластика spc, многие сразу представляют себе просто экструдер и каландр. Но на деле, если хочешь стабильное качество и нормальную рентабельность, тут каждая деталь имеет значение. Частая ошибка — гнаться за дешевизной одного узла, а потом годами компенсировать это простоями или браком. Сам через это проходил.
Не просто экструзия: из чего складывается линия
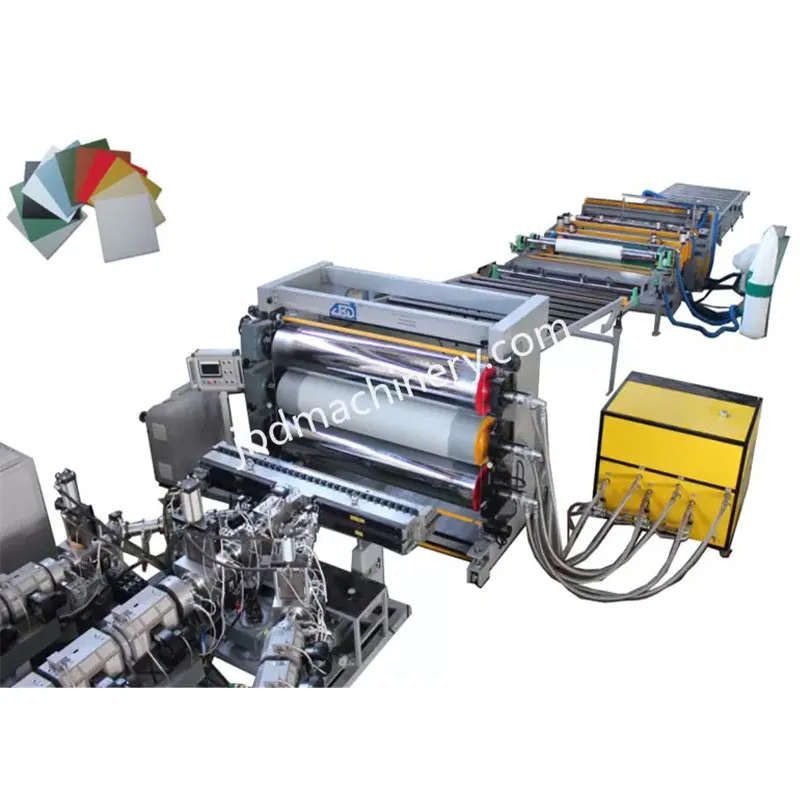
Начнем с основ. Сердце линии — экструдер. Но для SPC это не просто шнек, который плавит гранулы. Состав сырья — карбонат кальция, ПВХ, стабилизаторы — требует очень точного контроля температуры по зонам и высокого усилия смешения. Если экструдер не создает достаточного давления и однородности расплава, в готовой доске потом будут внутренние напряжения. Они могут проявиться не сразу, а через месяц-два на складе у клиента — в виде коробления. У нас был случай, когда сэкономили на двигателе главного привода, взяли с запасом мощности меньше. Вроде на тестах все тянуло, но при постоянной работе с полной загрузкой мотор перегревался, обороты плавали. В итоге — нестабильная толщина по ширине полотна. Переделывали.
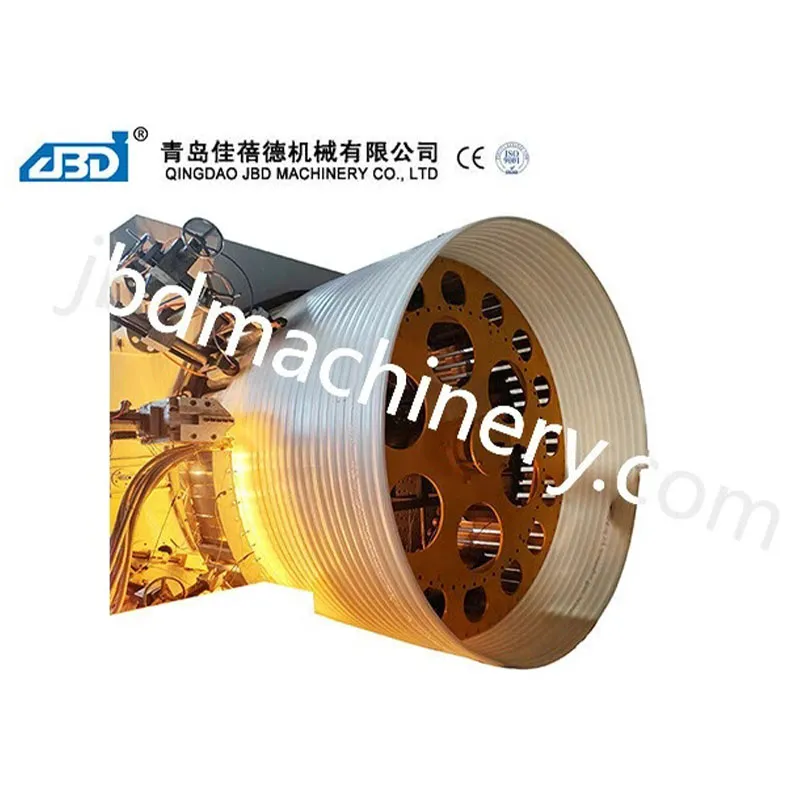
Следующий критичный узел — каландровая группа. Для SPC обычно многовалковая. Здесь важно не только количество валов, но и система их нагрева и охлаждения. Температура каждого валка должна контролироваться с точностью до градуса. Иначе не добиться идеальной геометрии и плотности спекания слоя. Часто проблемы начинаются с гидравлики, которая регулирует зазоры. Если она ?дерганая? или с запаздыванием отклика, о стабильности толщины в 3,5 или 4,5 мм можно забыть. Приходится постоянно вручную подстраивать, теряется сырье.
И часто забываемый, но жизненно важный этап — система калибровки и охлаждения после каландра. Полотно выходит горячим, его нужно аккуратно и равномерно охладить, чтобы зафиксировать размер. Если охлаждение будет слишком резким или неравномерным (скажем, с одной стороны вода в чиллере теплее), доску поведет винтом. Потом на фрезерном станке при нарезке на ламели этот дефект вылезет — будут щели в замке.
Сырье и его капризы: что не написано в спецификациях
Работа с каменным пластиком — это постоянный диалог между линией и рецептурой. Можно купить самую продвинутую линию, но если не понимаешь, как поведет себя конкретная партия карбоната кальция (его дисперсность, влажность), можно получить брак. Например, слишком влажный наполнитель создает поры в расплаве — на готовой доске будут микроскопические пузырьки, которые снижают ударную прочность. Приходится настраивать вакуум-дегазацию на экструдере под конкретное сырье. Это не та настройка, которую сделал один раз и забыл.
Еще один момент — стабилизаторы и смазки в рецептуре. Они влияют на текучесть расплава и скорость спекания. Если их баланс смещен, может потребоваться корректировка температурного профиля на экструдере или скорости протяжки. Иногда кажется, что линия ?капризничает?, а на деле просто не отладили взаимодействие с технологом по сырью. Хорошая практика — перед запуском новой рецептуры делать пробные вытяжки на небольшой скорости и смотреть на поведение полотна после каландра и на срез.
Сборка, наладка и ?детские болезни? нового оборудования
Здесь хочу отметить подход некоторых поставщиков. Взял для примера ООО Циндао Цзябэйдэ Машиностроение (их сайт — https://www.jbd-extruder.ru). В их философии, если посмотреть, заявлен акцент на качестве и инновациях. Это не просто слова для сайта. Когда мы рассматривали их оборудование для SPC, обратил внимание на деталь: в их экструдерах для подобных задач используется усиленная конструкция шнека и цилиндра, рассчитанная именно на абразивные составы с высоким содержанием мела. Это важно, потому что обычная сталь в таких условиях изнашивается за год-полтора, а здесь заложен больший ресурс. Их инженеры прямо говорили, что для SPC критичен не только момент на валу, но и система охлаждения шнека, чтобы не было перегрева и деструкции ПВХ в цилиндре.
Но даже с хорошим оборудованием этап пусконаладки — это поле битвы. Всегда находятся ?нестыковки?. Например, датчики толщины, идущие в комплекте, могут быть слишком чувствительными к вибрации от соседнего оборудования. Или система намотки готового полотна в рулон не успевает за номинальной скоростью линии, создавая петлю и риск деформации. Эти моменты решаемы, но требуют времени и присутствия толкового инженера от поставщика. Из описания ООО Циндао Цзябэйдэ Машиностроение видно, что они базируются в Циндао — крупном промышленном и портовом городе. Это, с одной стороны, удобно для логистики, с другой — часто означает, что у них есть доступ к широкой кооперации и они могут интегрировать в линию компоненты от разных проверенных производителей (например, немецкие редукторы или японские системы управления), что для конечного заказчика часто плюс.
Одна из частых проблем на старте — синхронизация скорости между экструдером, каландром и тянущими валками. Если она не идеальна, в полотне возникают продольные напряжения. Вроде бы на глаз все ровно, но когда позже полотно режут на ламели и фрезеруют замок, эти напряжения высвобождаются, и планка немного изгибается. Приходится тратить недели на то, чтобы ?поймать? правильные коэффициенты проскальзывания для конкретной рецептуры. Хороший поставщик оборудования обычно имеет базовые настройки для типовых рецептур SPC и помогает их адаптировать.
Интеграция в цех: что остается за кадром
Часто при планировании не учитывают инфраструктуру. Линия по производству напольных покрытий из каменного пластика spc — это не только машины. Это мощное электропотребление, особенно на нагрев цилиндров экструдера и валков каландра. Нужна стабильная сеть. Это большая потребность в технической воде для охлаждения — нужен хороший чиллер или градирня. И это пыль — очень много мелкой пыли от карбоната кальция и сухих смесей. Система аспирации и вентиляции в зоне загрузки сырья должна быть продумана на совесть, иначе вся электроника забивается, и люди работать не могут.
Еще момент — логистика внутри цеха. Рулоны SPC-полотна тяжелые и объемные. Нужны тележки или рольганги для их транспортировки к следующему участку (нарезке и фрезеровке). Если это не предусмотреть, возникнут простои и риск повреждения краев полотна.
Вместо заключения: окупаемость и здравый смысл
Говоря об окупаемости, многие делят стоимость линии на цену метра доски. Но главные статьи расходов, которые ?съедают? прибыль, часто скрыты: это стоимость переналадки при смене рецептуры или толщины, процент технологического брака и простои из-за мелких поломок. Поэтому при выборе оборудования я теперь смотрю не только на ценник, но и на доступность запчастей, наличие внятных инструкций по обслуживанию и готовность поставщика дистанционно помогать с диагностикой. Тот же ООО Циндао Цзябэйдэ Машиностроение, судя по их открытой информации, делает ставку на исследования и разработки в области переработки пластмасс. Для меня это сигнал, что они, вероятно, понимают технологические нюансы и могут предложить не просто ?железо?, а технологическое решение, адаптированное под конкретную задачу — ту же стабильную вытяжку SPC-полотна.
В итоге, успех зависит от того, насколько линия — это сбалансированный организм, где все узлы работают в гармонии, и насколько ты, как оператор, готов вникать в ее ?характер?. Идеальной линии не бывает, бывает хорошо отлаженная под твое сырье и твои условия. И этот процесс наладки — такая же часть производства, как и сама экструзия.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Станок для тиснения под дерево
Станок для тиснения под дерево -
 Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа
Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа -
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Воздушный компрессор
Воздушный компрессор -
 Станок с ЧПУ для деревообработки фрезерно-гравировальный
Станок с ЧПУ для деревообработки фрезерно-гравировальный -
 Производственная линия древесно-пластиковых профилей из ПЭ
Производственная линия древесно-пластиковых профилей из ПЭ -
 Экструзионная линия для шлангов из ПУ, ТПУ, ПА
Экструзионная линия для шлангов из ПУ, ТПУ, ПА -
 Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой
Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой -
 Экструзионная линия для профилей угловых защитных накладок из ПВХ
Экструзионная линия для профилей угловых защитных накладок из ПВХ -
 Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов
Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов -
 Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ
Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ -
 Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью
Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью
Связанный поиск
Связанный поиск- Линия по производству труб tri-pe
- Линия по производству упаковочных материалов из каменно-пластикового композита
- Оборудование для производства пластиковых труб
- Линия по производству толстолистовых панелей из пп
- Линия по производству листов пэ
- Экструдер для пластика
- Линия по производству мебельных панелей
- Линия по производству листов пп
- Линия по производству труб с антикоррозионной изоляцией
- Линия по производству листов пс