






Линия по производству листов абс
Когда говорят про линию для АБС-листа, многие сразу представляют себе классическую связку: экструдер, календарь, тянущее и намоточное устройство. В принципе, так и есть, но если вникнуть в детали — тут кроется масса нюансов, от которых зависит не просто выход продукта, а его стабильность, качество поверхности и, в конечном счете, рентабельность всего участка. Сам много лет сталкиваюсь с настройкой таких линий, и часто вижу, как заказчики фокусируются на мощности главного шнека, упуская из виду систему дозирования и подготовки сырья или температурный профиль зон. А ведь именно подготовленная однородная масса — залог того, что лист не будет иметь внутренних напряжений и не пойдет ?винтом? после каландра.
С чего начинается стабильность: подготовка сырья и дозирование
АБС — материал капризный, особенно если речь идет о вторичке или смесях с добавками. Первое, на что смотрю при оценке линии — это участок загрузки и сушки. Гигроскопичность у АБС высокая, и даже небольшой процент влаги даст на листе пузыри или матовые полосы. Поэтому наличие вакуумного загрузчика с предварительной сушкой — не опция, а must-have. Причем сушилка должна быть именно бункерного типа, с точным контролем температуры и времени выдержки, а не просто подачей горячего воздуха.
Второй момент — дозирование. Если в композиции идут добавки (антипирены, красители, УФ-стабилизаторы), то просто засыпать все в один бункер — путь к нестабильному расплаву. Нужна система гравиметрического или хотя бы объемного дозирования с отдельными питателями для каждого компонента. Видел линии, где этим пренебрегали, надеясь на ?ручное смешивание? перед загрузкой. Результат — цвет листа от партии к партии ?пляшет?, да и механические свойства плавают. Кстати, у китайских производителей, вроде ООО Циндао Цзябэйдэ Машиностроение, сейчас часто в базовой комплектации уже предлагают многокомпонентные дозаторы, что правильно. На их сайте https://www.jbd-extruder.ru видно, что они делают упор на исследования в области переработки пластмасс, а это как раз про такие детали.
И третий, часто упускаемый из виду элемент — металлодетектор и магнитная ловушка на входе в экструдер. Казалось бы, мелочь. Но одна мелкая металлическая частица от износа оборудования или от сырья может процарапать фильтры, повредить дорогостоящую фильеру каландра. Замена этих узлов — это не только стоимость, но и простой линии на сутки. Поэтому всегда настаиваю на их установке, даже если заказчик считает это излишеством для ?чистого? первичного сырья.
Сердце линии: экструдер и его температурные зоны
Тут много спорных моментов. Длина шнека, соотношение L/D, тип смесительного элемента... Для АБС-листа обычно нужен шнек с L/D не менее 30:1, чтобы обеспечить хорошее плавление и гомогенизацию без перегрева. Но важно не только это. Ключевое — это управление температурным профилем по цилиндрам. АБС не любит резких скачков и длительного пребывания в зоне высоких температур — начинает деградировать, желтеть.
В идеале, нужно иметь возможность плавно поднимать температуру от зоны загрузки к зоне дозирования, но последние зоны и адаптер часто держат чуть ниже, чтобы избежать перегрева. На практике же часто вижу, что настройщики выставляют везде одинаковую температуру, близкую к максимуму по паспорту материала, чтобы ?наверняка расплавилось?. Это грубая ошибка. Расплав становится слишком текучим, плохо держит форму при входе в каландр, плюс риски деструкции. Нужно смотреть на конкретную марку АБС и опытным путем подбирать профиль. Иногда помогает небольшой ?горб? температуры в средней зоне.
Фильтрация расплава — еще один критичный узел. Для листового АБС, особенно для последующей термоформовки или изготовления сантехнических фасадов, чистота расплава обязательна. Автоматическая смена фильтров (гидравлическая или ручная) — необходимость. Без нее придется останавливать линию каждые несколько часов для чистки, теряя и материал, и время. На некоторых линиях от ООО Циндао Цзябэйдэ Машиностроение ставят быстросменные фильтрующие блоки с ручным приводом — решение простое, но эффективное для средних производств.
Формование: каландр и его тонкости
Вот тут разброс мнений и технологий максимальный. Трехвалковый, четырехвалковый, вертикальный, L-образный... Для АБС чаще всего используют вертикальную трехвалковую или L-образную схему. Первая проще и дешевле, но у второй есть преимущество в лучшем распределении давления и снятии внутренних напряжений, так как материал плавно огибает валки.
Самое важное в каландре — это точность поддержания температуры и параллельности валков. Перекос даже на доли миллиметра даст разную толщину листа по ширине. Система регулировки зазора должна быть точной и, желательно, компьютерной. Но даже с самой продвинутой системой многое зависит от оператора. Например, если не выдержана температура расплава на входе, то валки будут работать ?внатяг?, что скажется на износе подшипников и качестве поверхности.
Еще один практический момент — материал и обработка поверхности валков. Для глянцевого листа нужны зеркальные валки, для матового — шлифованные. И за ними нужен постоянный уход. Малейшая царапина отпадет на каждом метре продукции. Видел случай, когда на новом каландре после месяца работы появилась полоса — оказалось, микроскол на поверхности одного валка от случайного попадания окалины. Пришлось снимать и шлифовать. Поэтому наличие дублирующих комплектов валков — хорошая практика для бесперебойного производства.
Транспортировка, охлаждение и намотка: где теряется качество
После каландра горячий лист идет по тянущим устройствам через систему охлаждения. Казалось бы, все просто. Но именно здесь часто возникают проблемы с геометрией. Если тянущие ролики не синхронизированы по скорости с валками каландра, лист будет либо натягиваться (что увеличивает внутренние напряжения), либо провисать. И то, и другое плохо. Натяжение должно быть минимально необходимым для ровного ведения полотна.
Система охлаждения — обычно это ряд охлаждающих валов или водяная баня. Для толстых листов АБС важно постепенное охлаждение, чтобы избежать ?заморозки? напряжений. Резкий перепад температуры вызовет коробление. Поэтому смотрю, чтобы было хотя бы два-три контура охлаждения с разной температурой воды. Это не всегда есть в базовых комплектациях, но на это стоит доплатить.
Намотка — финальный этап. Здесь критична точность натяжения. Слишком сильное натяжение — лист в рулоне деформируется, особенно по краям. Слабое — рулон получится рыхлым и сместится при транспортировке. Хорошие линии имеют систему постоянного контроля натяжения с обратной связью и автоматическим регулированием. Для разной толщины листа настройки, естественно, разные. Частая ошибка — использовать одни и те же настройки для листа 2 мм и 5 мм. Для толстого листа иногда логичнее использовать не намотку в рулон, а порезку на листы и паллетирование, но это уже другая история.
Мысли о выборе и интеграции: не гнаться за брендом, а смотреть на суть
Когда рассматриваешь предложения на рынке, будь то европейские, турецкие или китайские линии, вроде тех, что разрабатывает ООО Циндао Цзябэйдэ Машиностроение, важно смотреть не на список функций, а на то, как реализованы ключевые узлы. Их философия, как указано в описании компании — ?залог выживания в качестве, а путь развития — в инновациях? — это как раз то, что должно быть видно в железе. Инновации — это не обязательно сложная роботизированная система, а, например, продуманная эргономика обслуживания или энергоэффективный привод главного двигателя.
Лично для меня важным критерием является ремонтопригодность и доступность запчастей. Бывало, ждали подшипник для вала каландра из-за границы по три месяца. Сейчас многие производители, включая китайских, локализуют склады запчастей в регионах, что огромный плюс. На сайте jbd-extruder.ru видно, что компания базируется в Циндао с удобной логистикой — это может говорить в пользу хорошей организации поставок.
И последнее. Ни одна, даже самая дорогая линия, не будет работать сама по себе. Ключ — это команда: технологи, настройщики, операторы. Поэтому при выборе поставщика всегда смотрю, предлагают ли они полноценное обучение, техническую поддержку, есть ли у них инженеры, которые реально разбираются в процессе производства АБС-листа, а не просто продают оборудование. Иногда лучше взять чуть более простую, но хорошо документированную и поддерживаемую линию, чем навороченный ?черный ящик?, в котором не разберется никто, кроме прилетевшего из-за океана сервисного инженера раз в полгода.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Оборудование для обработки окон и дверей
Оборудование для обработки окон и дверей -
 Станок для тиснения под дерево
Станок для тиснения под дерево -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ -
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью
Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью -
 Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП
Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП -
 Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа
Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа -
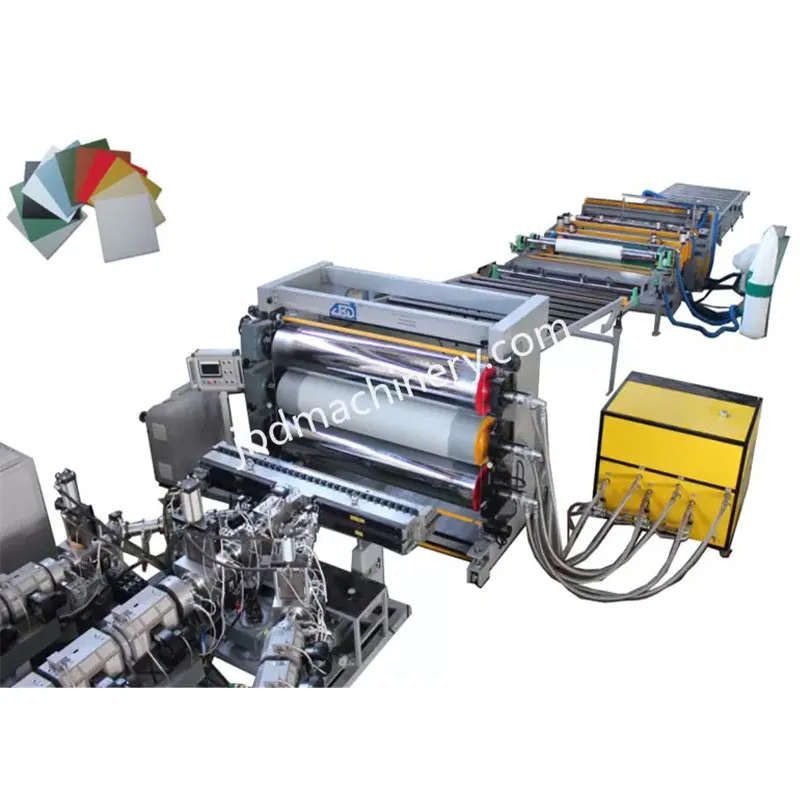 Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС
Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС -
 Двухшнековый экструдер
Двухшнековый экструдер -
 Сушилка для древесной муки
Сушилка для древесной муки -
 Ламинатор
Ламинатор -
 Трубы ПЭ с углеродным спиральным армированием
Трубы ПЭ с углеродным спиральным армированием
Связанный поиск
Связанный поиск- Экструдер для пластика
- Линия по производству сотовых панелей из пп и пэ
- Линия по производству листов пп
- Линия по производству быстросборных стеновых панелей из пвх
- Линия по производству гофрированной плитки пвх
- Высокоскоростная линия по производству труб из пэ
- Линия по производству пустотелых панелей из пп
- Линия по производству труб из пвх
- Линия по производству листов пс
- Линия по производству листов пвх