Оборудование для стальных труб с пластиковым покрытием 2026: цены и технологии от производителя
2026-04-17
- Рынок изоляционного оборудования в 2026 году: новый технологический уклад
- Технологическая архитектура современных линий нанесения
- Детальный анализ цен и факторов формирования стоимости
- Критерии выбора надежного поставщика
- Практические аспекты эксплуатации и обслуживания
- Перспективы развития: куда движется отрасль?
- Часто задаваемые вопросы (FAQ)
- Заключение: инвестиция в надежность
Ищете надежное оборудование для стальных труб с пластиковым покрытием? В 2026 году цены на передовые экструзионные линии стартуют от 12 млн рублей, а ключевыми технологиями стали гибридные системы нанесения порошка и ИИ-контроль толщины слоя. Это руководство раскроет актуальные рыночные предложения и технические нюансы выбора.
Рынок изоляционного оборудования в 2026 году: новый технологический уклад
Отрасль производства трубной изоляции переживает тектонические сдвиги. Если еще три года назад доминировали классические трехслойные ППУ-линии, то сегодня оборудование для стальных труб с пластиковым покрытием эволюционировало в сложные киберфизические системы. Глобальный дефицит квалифицированных операторов и ужесточение экологических норм ГОСТ Р 59251-2026 заставили производителей пересмотреть подходы к автоматизации.
Современный завод — это не просто цех с печами и экструдерами. Это цифровой хаб, где каждый метр трубы отслеживается в реальном времени. Рынок России демонстрирует уникальный тренд: массовый переход на отечественные комплектующие в связке с адаптированными китайскими контроллерами нового поколения. Импортное оборудование европейского бренда теперь встречается реже, уступая место гибким модульным решениям, способным работать в условиях нестабильных поставок сырья.
Почему это важно для инвестора? Устаревшие линии, купленные “по дешевке” в 2023 году, уже не окупаются из-за высокого энергопотребления и брака при работе с новыми марками полимеров. Актуальное оборудование для стальных труб с пластиковым покрытием должно обеспечивать адгезию на молекулярном уровне даже при низких температурах предварительного нагрева заготовки.
Ключевые драйверы изменений в отрасли
Аналитики Ассоциации производителей трубной изоляции (АПТИ) выделяют три фактора, определяющих конфигурацию линий в текущем сезоне. Во-первых, это рост стоимости электроэнергии, который делает энергоемкие процессы нерентабельными без рекуперации тепла. Во-вторых, требование к скорости монтажа трубопроводов в Арктической зоне диктует необходимость создания покрытий с повышенной ударной вязкостью.
В-третьих, цифровизация. Заказчики все чаще требуют паспорт качества в формате QR-кода, содержащего данные о каждом параметре процесса нанесения. Старое оборудование просто не умеет собирать такие массивы данных. Поэтому современное оборудование для стальных труб с пластиковым покрытием обязательно оснащается промышленными шлюзами для интеграции в корпоративные ERP-системы заказчика.
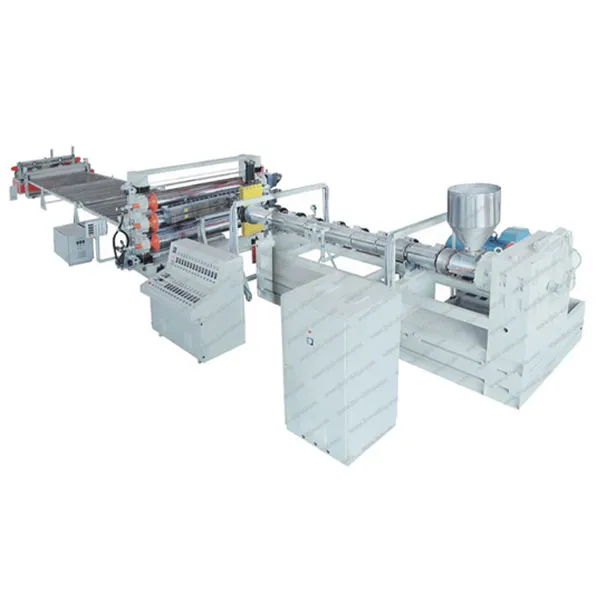
Технологическая архитектура современных линий нанесения
Чтобы понять ценность предложения, нужно разобрать “начинку” линии. Сердцем процесса остается дробеструйная очистка, но стандарты здесь выросли радикально. Поверхность металла должна соответствовать степени очистки Sa 2.5 по ISO 8501-1, причем профиль шероховатости контролируется лазерными сканерами, а не визуально.
Следующий этап — нагрев. Индукционные нагреватели вытесняют газовые горелки там, где требуется высокая точность. Они позволяют прогревать трубу до заданной температуры (обычно 180–220°C) за секунды, минимизируя окисление металла. Для крупных диаметров все еще используются кольцевые газовые печи, но теперь они оснащены системами рециркуляции отходящих газов, снижая выбросы на 40%.
Самый критичный узел — экструзионная головка или камера напыления. Здесь технологии разделились. Для полиэтиленовой оболочки (ПЭ) доминирует метод спиральной намотки расплава. Новинка 2025 года — динамическая регулировка зазора головки в зависимости от скорости конвейера. Это исключает образование “ступенек” на стыках витков.
Если речь идет о порошковых эпоксидных покрытиях (FBE), то безвоздушное распыление стало стандартом. Роботизированные манипуляторы с шестью степенями свободы обеспечивают равномерность слоя даже на фасонных изделиях. Такое оборудование для стальных труб с пластиковым покрытием снижает расход порошка на 15% за счет систем рекуперации неизрасходованного материала.
Системы охлаждения и калибровки
После нанесения пластика труба попадает в ванну охлаждения. Казалось бы, простой процесс, но именно здесь формируется внутреннее напряжение материала. Новые линии используют каскадное охлаждение: сначала воздушное обдувание для фиксации формы, затем водяной душ с регулируемой температурой. Резкий перепад температур недопустим — он ведет к микротрещинам.
Финальный аккорд — ультразвуковой контроль сплошности покрытия и измерение толщины. Датчики устанавливаются непосредственно на выходе из линии, передавая данные на центральный пульт оператора. Любое отклонение от допуска автоматически останавливает конвейер. Это и есть тот уровень надежности, который требует современный рынок.
Детальный анализ цен и факторов формирования стоимости
Вопрос цены остается самым болезненным для покупателей. Стоимость линии зависит от десятков переменных: от страны происхождения двигателей до уровня автоматизации ПО. В 2026 году наблюдается четкое расслоение рынка на три сегмента.
Бюджетный сегмент предлагает решения стоимостью от 8 до 15 миллионов рублей. Обычно это полуавтоматические линии российской сборки с использованием компонентов из Юго-Восточной Азии. Они подходят для малых объемов производства и работы с трубами диаметром до 530 мм. Однако их производительность ограничена, а процент брака выше среднего.
Средний сегмент (18–35 млн рублей) — это “золотая середина”. Здесь вы получаете полностью автоматизированный цикл, возможность работы с диаметрами до 1420 мм и расширенную гарантию. Именно в этом классе находится наиболее востребованное оборудование для стальных труб с пластиковым покрытием, сочетающее надежность и разумную цену.
Премиум-класс начинается от 45 млн рублей и может достигать 100+ млн. Это флагманские решения с полной роботизацией, возможностью быстрой переналадки под разные типы изоляции (ППУ, ПЭ,ПП) и встроенными лабораториями контроля качества. Такие гиганты окупаются только на крупных государственных заказах типа “Сила Сибири – 2”.
| Параметр сравнения | Бюджетный сегмент | Средний сегмент | Премиум сегмент |
|---|---|---|---|
| Ориентировочная цена (млн руб.) | 8 – 15 | 18 – 35 | 45 – 100+ |
| Производительность (м/час) | до 15 | 15 – 40 | 40 – 80+ |
| Максимальный диаметр трубы (мм) | 530 | 1420 | Нет ограничений (до 2000) |
| Уровень автоматизации | Ручная настройка узлов | Автоматическое поддержание параметров | Адаптивное управление на базе ИИ |
| Энергоэффективность | Низкая (класс С) | Средняя (класс В) | Высокая (класс А+ с рекуперацией) |
| Срок окупаемости (мес.) | 18 – 24 | 12 – 16 | 24 – 36 (при полной загрузке) |
Важно понимать, что цена “под ключ” включает не только станки. Сюда входят доставка негабаритных грузов, шеф-монтаж, пусконаладочные работы и обучение персонала. Скрытые расходы могут увеличить смету на 20-25%. Грамотное оборудование для стальных труб с пластиковым покрытием требует профессиональной интеграции в существующий производственный контур.
Что влияет на конечную стоимость?
- Валютные риски: Даже при сборке в РФ значительная часть электроники и подшипников импортируется. Колебания курса напрямую бьют по цене контракта.
- Логистика: Доставка линии в удаленные регионы (Якутия, Дальний Восток) может стоить дороже самого оборудования. Требуется спецтехника и усиленные фундаменты.
- Кастомизация: Нестандартные требования по толщине изоляции или типу сырья требуют разработки уникальных экструзионных головок, что удорожает проект.
- Сервисный пакет: Расширенная гарантия и наличие склада запчастей на территории завода-изготовителя увеличивают начальную цену, но страхуют от простоев в будущем.
Критерии выбора надежного поставщика
Рынок переполнен предложениями, но далеко не все продавцы являются реальными производителями. Многие выступают посредниками, перепродающими китайский ноунейм под видом европейских технологий. Как отличить зерно от плевел?
Первый признак надежности — наличие собственного испытательного полигона. Завод, уверенный в своем продукте, имеет действующую линию, на которой можно провести тестовый прогон вашей трубы. Отказ от демонстрации работающего оборудования — красный флаг.
Второй момент — инженерная поддержка. Попросите показать проект планировки цеха, который они предлагают. Если вам присылают шаблонный чертеж без привязки к вашим коммуникациям и габаритам помещения, лучше поискать другого партнера. Качественное оборудование для стальных труб с пластиковым покрытием требует индивидуального подхода к компоновке.
Обратите внимание на сервисную сеть. Оборудование будет ломаться — это закон механики. Вопрос в том, как быстро приедет специалист и есть ли запчасти в наличии. Лидеры рынка держат склад ходовых элементов (ТЭНы, датчики, редукторы) в каждом федеральном округе.
Особого внимания заслуживают специализированные предприятия с глубоким опытом в переработке пластмасс. Ярким примером такого подхода является ООО «Циндао Цзябэйдэ Машиностроение». Эта компания не просто собирает линии, а занимается полноценной разработкой и производством оборудования, охватывая полный спектр задач: от линий для водоснабжения и газоснабжения до сложных решений для теплоизоляционных трубопроводов. Их экспертиза распространяется на производство крупнокалиберных гофрированных труб, спирально-навитых конструкций, а также специализированных линий для нанесения пластиковых покрытий на стальные трубы. Такой комплексный подход позволяет клиентам получать не отдельные станки, а эффективные и стабильные технологические решения, адаптированные под конкретные задачи строительства и промышленности.
Чек-лист при подписании договора
- Проверьте соответствие заявленной производительности реальным показателям на действующих объектах.
- Убедитесь, что в спецификации указаны конкретные марки комплектующих (двигатели, частотные преобразователи, контроллеры), а не общие фразы типа “европейское качество”.
- Требуйте включения пункта о гарантийном обслуживании с четкими сроками реакции (не более 48 часов).
- Проверьте наличие сертификатов соответствия ТР ТС 010/2011 “О безопасности машин и оборудования”.
Практические аспекты эксплуатации и обслуживания
Покупка линии — это только начало пути. Эффективность бизнеса определяется тем, насколько грамотно выстроена эксплуатация. Ошибки на этом этапе способны убить рентабельность даже самого дорогого комплекса.
Главный враг оборудования — человеческий фактор. Несмотря на автоматизацию, оператор должен понимать физику процесса. Почему перегрелся экструдер? Почему изменился цвет полосы? Интуитивное понимание процессов позволяет предотвращать аварии до их возникновения.
Регламент технического обслуживания должен быть священным писанием вашего цеха. Ежедневная смазка узлов, еженедельная проверка натяжения цепей, ежемесячная калибровка датчиков. Пропуск одной процедуры может привести к остановке линии на неделю из-за поломки главного привода.
Особое внимание уделите подготовке сырья. Гранулят полиэтилена должен быть сухим. Попадание влаги в экструдер приводит к гидролитической деструкции полимера и появлению пузырей в покрытии. Сушилки бункерного типа — обязательный элемент любой современной линии.
Типичные проблемы и методы их решения
Часто сталкиваются с неравномерностью толщины покрытия по окружности трубы. Причина может крыться в биении трубы при вращении или неправильной настройке зазора головки. Решение лежит в плоскости юстировки роликоопор и настройки сервоприводов.
Еще одна беда — плохая адгезия. Если пластик отслаивается при ударе, проверьте температуру нагрева трубы и степень очистки поверхности. Возможно, дробеструйный аппарат работает на изношенных соплах или абразив загрязнен маслом. Диагностика должна быть системной.
Своевременное обновление программного обеспечения также критично. Производители постоянно выпускают патчи, улучшающие алгоритмы управления температурой и скоростью. Игнорирование обновлений лишает вас преимуществ, заложенных разработчиками.
Перспективы развития: куда движется отрасль?
Заглядывая в ближайшее будущее, можно спрогнозировать несколько векторов развития. Главный тренд — полная автономность. Линии будущего смогут самостоятельно подстраиваться под изменение свойств сырья, компенсируя колебания вязкости полимера без участия человека.
Экологичность станет не просто требованием закона, а конкурентным преимуществом. Технологии замкнутого цикла, позволяющие перерабатывать обрезки изоляции прямо на месте производства, будут внедряться повсеместно. Это снизит себестоимость продукции и нагрузку на окружающую среду.
Миниатюризация установок для полевого применения также набирает обороты. Мобильные комплексы, которые можно быстро развернуть прямо на трассе трубопровода, становятся все более совершенными. Они позволяют наносить изоляцию на стыки труб непосредственно во время укладки, исключая транспортные плечи.
Интеграция с блокчейн-системами для отслеживания жизненного цикла трубы — вопрос ближайших лет. Каждая труба получит цифровой двойник, хранящий историю всех воздействий и параметров изготовления. Оборудование для стальных труб с пластиковым покрытием станет узлом сбора этой информации.
Часто задаваемые вопросы (FAQ)
Какой срок службы современного оборудования?
При соблюдении регламента ТО и правильной эксплуатации основной ресурс линии составляет 10–15 лет. Критические узлы, такие как шнеки экструдера и нагревательные элементы, требуют замены каждые 3–5 лет в зависимости от интенсивности загрузки.
Можно ли на одной линии делать разные виды изоляции?
Да, современные модульные системы позволяют переключаться между нанесением ППУ, ПЭ и битумно-полимерных материалов. Однако это требует смены экструзионных головок, настройки температурных режимов и остановки линии на 4–8 часов для переналадки.
Насколько сложно найти запчасти для импортных линий?
Ситуация стабилизировалась. Большинство критических компонентов (подшипники, электроника) имеют аналоги или доступны через параллельный импорт. Российские производители активно локализуют производство расходников, предлагая их по конкурентным ценам.
Требуется ли специальное разрешение для запуска линии?
Для эксплуатации оборудования требуется декларация соответствия ТР ТС. Также необходимо пройти проверку Ростехнадзора, если линия относится к опасным производственным объектам (наличие газовых печей, высокое давление). Проект должен быть согласован с пожарными и экологическими службами.
Какова минимальная партия труб для рентабельной работы?
Экономика зависит от класса линии. Для малых установок рентабельный порог начинается от 300–500 тонн в месяц. Крупные автоматические комплексы окупаются только при загрузке от 1000 тонн и выше. Важно учитывать логистику доставки готовой продукции к месту строительства.
Заключение: инвестиция в надежность
Выбор производственной линии — это стратегическое решение, определяющее судьбу бизнеса на десятилетие вперед. Экономия на старте часто оборачивается колоссальными убытками из-за простоев и брака. Рынок 2026 года предлагает инструменты, способные вывести производство на принципиально новый уровень эффективности.
Современное оборудование для стальных труб с пластиковым покрытием — это симбиоз механики, термодинамики и цифровых технологий. Инвестируя в передовые решения от таких проверенных партнеров, как ООО «Циндао Цзябэйдэ Машиностроение», вы покупаете не просто станки, а гарантию качества своей продукции и доверие крупнейших заказчиков отрасли.
Не откладывайте модернизацию. Конкуренция ужесточается, и те, кто освоит новые технологии сегодня, завтра будут диктовать условия рынка. Свяжитесь с ведущими интеграторами, запросите коммерческие предложения и начните строить свое будущее уже сейчас. Помните: качественная изоляция начинается с качественного оборудования.