Оборудование для производства пластиковых труб 2026: цены, тренды и выбор
2026-04-18
- Рынок экструзионного оборудования: реалии 2026 года
- Типология производственных линий: от лабораторных до промышленных гигантов
- Детальный разбор компонентов: из чего состоит линия
- Сравнительный анализ производителей и ценовые сегменты
- Алгоритм выбора: пошаговая стратегия для инвестора
- Экономика производства: расчет рентабельности
- Часто задаваемые вопросы (FAQ)
- Перспективы развития и заключение
Выбор оборудования для производства пластиковых труб в 2026 году требует учета новых стандартов энергоэффективности и автоматизации. Современные линии обеспечивают выпуск продукции с точностью до микрона, снижая брак до 0.5%. Эта статья даст полный разбор цен, трендов и критериев выбора надежных экструдеров.
Рынок экструзионного оборудования: реалии 2026 года
Индустрия переработки полимеров переживает тектонические сдвиги. То, что считалось передовым в 2023-м, сегодня выглядит архаичным. Рынок диктует новые правила: полная цифровизация процессов, работа с вторичным сырьем без потери качества и минимальное энергопотребление. Оборудование для производства пластиковых труб теперь — это не просто набор механических узлов, а сложный киберфизический комплекс.
Аналитики отрасли отмечают резкий рост спроса на линии, способные перерабатывать смешанные фракции ПНД и ПП. Это ответ на ужесточение экологических норм в РФ и Европе. Производители, игнорирующие возможность работы с регранулятом, рискуют потерять маржинальность уже в первом квартале следующего года.
Ценовая политика претерпела изменения. Если раньше основным фактором стоимости была страна-производитель (Китай против Европы), то теперь ключевым драйвером становится уровень интеллектуальной системы управления. Линии с базовой автоматикой дешевеют, тогда как решения с предиктивной аналитикой дорожают на 15-20% ежегодно.
В этом контексте особое внимание привлекают специализированные предприятия, такие как ООО «Циндао Цзябэйдэ Машиностроение». Компания фокусируется на разработке комплексных решений, охватывающих весь спектр задач: от линий для полиэтиленовых (PE) труб водоснабжения и газоснабжения до крупнокалиберных двухслойных гофрированных труб из HDPE и спирально-навитых конструкций для канализации. Их подход демонстрирует современный тренд рынка — создание эффективных и стабильных систем, адаптированных под разнообразные материалы, включая ПВХ, ППР, а также специализированные шланги из ПУ/ТПУ и трубы с пластиковым покрытием.
Ключевые технологические тренды
Инженеры ведущих заводов фокусируются на трех направлениях. Первое — это модульность конструкции. Возможность быстрой замены шнековых пар позволяет переходить с выпуска водопроводных труб на канализационные за считанные часы, а не дни.
Второй тренд — интеграция систем компьютерного зрения непосредственно в зону калибровки. Камеры высокого разрешения сканируют поверхность трубы в реальном времени, выявляя микроцарапины или отклонения в геометрии еще до того, как изделие попадет в отрезной станок.
Третий, возможно, самый важный аспект — энергосбережение. Новые приводы главного двигателя и зоны нагрева оснащены рекуператорами энергии. Современное оборудование для производства пластиковых труб потребляет на 30% меньше электроэнергии по сравнению с моделями пятилетней давности при той же производительности.
Типология производственных линий: от лабораторных до промышленных гигантов
Понимание классификации критически важно для инвестора. Ошибка в выборе класса машины может привести к простаиванию мощностей или невозможности выполнить крупный госзаказ. Рынок четко сегментирован по назначению и масштабу.
Линии для напорных труб (ПНД, ПВХ)
Это наиболее требовательный сегмент. Напорные трубы работают под высоким давлением, поэтому допуски здесь минимальны. Экструдеры для таких задач оснащаются барьерными шнеками, обеспечивающими идеальную гомогенизацию расплава.
Особое внимание уделяется зоне охлаждения. В 2026 году стандартом стали вакуумные ванны с раздельными контурами температурного регулирования для каждой секции. Это исключает внутренние напряжения в материале, которые могли бы привести к разрыву трубы при эксплуатации.
Для производства многослойных труб (например, с армированием или защитным слоем) используются коэкструзионные головки. Они позволяют подавать разные типы пластика одновременно, создавая монолитную структуру без клеевых прослоек.
Оборудование для безнапорной канализации
Здесь приоритет смещается в сторону скорости выпуска и себестоимости метра продукции. Допуски чуть шире, но требования к кольцевой жесткости остаются высокими. Часто применяются двухшнековые экструдеры конической формы, которые эффективнее работают с порошкообразным ПВХ.
Производительность таких линий достигает 800–1000 кг/час. Важным элементом является система накопления готовой продукции, позволяющая экструдеру работать непрерывно, даже пока идет упаковка предыдущей партии.
Установки для гофрированных труб
Отдельная ниша, требующая специфического подхода. Гофроформовочные машины синхронизируют движение формовочных блоков со скоростью выхода расплава с высочайшей точностью. Любое рассогласование ведет к браку формы.
Современные модели поддерживают производство двухстенных труб, где внутренняя стенка гладкая, а внешняя — гофрированная. Это оптимальное решение для дренажных систем и кабельной канализации, сочетающее гибкость и прочность. Именно в этом сегменте такие производители, как «Циндао Цзябэйдэ», предлагают специализированные линии для крупнокалиберных труб и спирально-навитых конструкций, отвечающие строгим требованиям водоотведения.
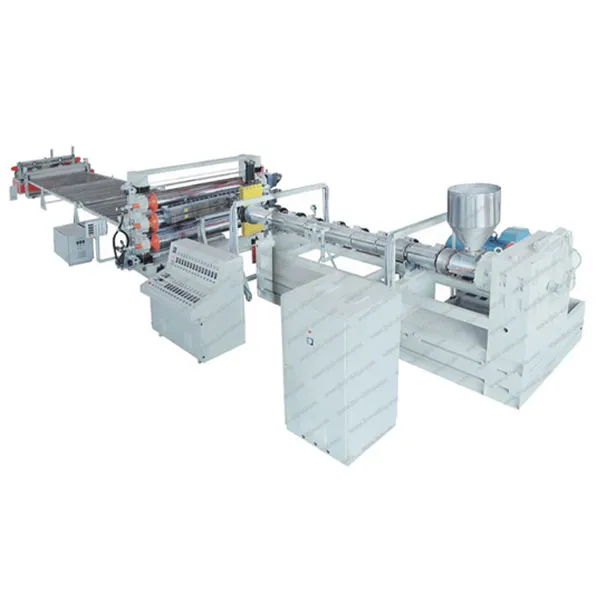
Детальный разбор компонентов: из чего состоит линия
Покупатель часто смотрит только на бренд экструдера, упуская из виду периферию. Однако именно вспомогательное оборудование определяет стабильность процесса и качество финишного продукта. Разберем каждый узел.
Экструдер: сердце производства
Главный агрегат линии. В 2026 году доминируют одношнековые модели с соотношением длины к диаметру (L/D) не менее 30:1. Увеличенная длина зоны пластификации гарантирует полное плавление гранул, особенно при использовании вторичного сырья.
Материал шнека и цилиндра играет решающую роль. Биметаллические покрытия с добавлением карбида вольфрама увеличивают ресурс пары трения в 3-4 раза при работе с абразивными наполнителями (мел, сажа). Это критически важно для российских условий, где состав сырья часто варьируется.
Головка и калибратор
Формообразующий инструмент должен обеспечивать равномерное распределение потока расплава по всему периметру. Спиральные дорны стали отраслевым стандартом, устраняющим линии сварки на выходе.
Калибратор фиксирует размеры трубы. Вакуумные камеры нового поколения оснащены датчиками уровня воды и автоматической подпиткой, что исключает человеческий фактор. Температура воды в ванне поддерживается с точностью до 0.5 градуса.
Тянущее устройство и резак
Гусеничные тянучки с полиуретановыми накладками обеспечивают мягкий, но надежный захват. Системы с обратной связью автоматически корректируют скорость протяжки при изменении давления в экструдере, предотвращая вытягивание или сдавливание трубы.
Отрезные станки в 2026 году преимущественно планетарного типа с твердосплавными дисками. Они делают ровный рез под углом 90 градусов без образования стружки. Продвинутые модели интегрированы с системой учета длины и веса, передавая данные напрямую в ERP-систему завода.
Сравнительный анализ производителей и ценовые сегменты
Рынок предложений неоднороден. Покупатель стоит перед выбором между проверенной европейской надежностью, адаптированным китайским масс-маркетом и набирающим обороты российским машиностроением. Таблица ниже поможет сориентироваться в актуальных параметрах.
| Параметр | Европейские бренды (Германия, Италия) | Китайские лидеры (Top Tier) | Российские производители |
|---|---|---|---|
| Стоимость линии (базовая) | €250,000 – €600,000+ | $80,000 – $180,000 | ₽12,000,000 – ₽25,000,000 |
| Срок поставки | 6-9 месяцев | 2-4 месяца | 3-5 месяцев |
| Адаптация под вторсырье | Высокая (опция) | Средняя | Высокая (базовая конфигурация) |
| Сервис и запчасти | Дорого, долгая логистика | Зависит от дилера | Оперативно, склад в РФ |
| Уровень автоматизации (2026) | Максимальный (AI-контроль) | Продвинутый | Базовый / Продвинутый (топ-модели) |
Европейское оборудование остается эталоном точности и долговечности. Бренды вроде KraussMaffei или Battenfeld-Cincinnati предлагают решения «под ключ» с гарантией стабильности параметров на протяжении 10 лет. Однако стоимость владения такими линиями в текущих геополитических условиях резко возросла из-за проблем с сервисом и запчастями.
Китайские поставщики совершили огромный рывок. Топовые фабрики научились делать качественные копии европейских головок и систем управления. Их главное преимущество — цена. За те же деньги можно купить линию с вдвое большей производительностью. Но есть нюанс: качество металла шнеков и надежность электроники все еще уступают лидерам. Тем не менее, специализированные игроки, такие как упомянутая ранее компания «Циндао Цзябэйдэ», демонстрируют, что китайское машиностроение способно предлагать не просто копии, а оригинальные комплексные решения для сложных задач, включая производство силиконовых трубок для оптоволокна или теплоизоляционных трубопроводов.
Российские заводы активно импортозамещают критические узлы. Многие компании перешли на сборку из импортных комплектующих с локализацией станин и шкафов управления. Это создало уникальный продукт: доступная цена, понятная документация на русском языке и мгновенная техподдержка. Для малого и среднего бизнеса это часто наиболее рациональный выбор.
Факторы, влияющие на итоговую цену
Прайс-лист — это лишь вершина айсберга. Итоговая смета формируется под конкретные задачи заказчика. Что удорожает оборудование для производства пластиковых труб?
- Диаметр и диапазон труб: Линия для труб диаметром 110 мм будет стоить дешевле, чем универсальная установка, способная выпускать изделия от 16 до 630 мм. Широкий диапазон требует более сложной смены инструмента и мощного привода.
- Количество экструдеров: Коэкструзия (многослойные трубы) требует установки второго или третьего экструдера, что увеличивает стоимость на 40-60%.
- Степень автоматизации: Наличие промышленного робота-укладчика, автоматической системы загрузки сырья и онлайн-контроля толщины стенки может удвоить цену базовой конфигурации.
- Специфика сырья: Работа с техническим регранулатом требует установки дополнительных фильтров расплава (сетчатых или дисковых) и усиленных шнеков, что также отражается в смете.
Алгоритм выбора: пошаговая стратегия для инвестора
Покупка производственной линии — инвестиция с горизонтом окупаемости от 18 до 36 месяцев. Эмоциональные решения здесь недопустимы. Следуйте четкому плану, чтобы избежать фатальных ошибок.
Шаг 1: Аудит рыночной ниши
Прежде чем звонить поставщикам, определите, что именно вы будете производить. Будут ли это дешевые серые трубы для стройрынка или цветные напорные трубы для газоснабжения? От этого зависит класс требуемого оборудования. Не пытайтесь купить универсальную машину «для всего» — такие решения обычно посредственны во всем.
Шаг 2: Расчет мощности и сырья
Честно оцените объемы потребления сырья в вашем регионе. Если планируется работа на давальческом сырье или вторичке, сразу требуйте от вендора демонстрации работы на подобном материале. Проверьте паспортные данные энергопотребления. В условиях роста тарифов на электричество этот пункт может стать решающим для рентабельности.
Шаг 3: Тест-драйв и референсы
Никогда не покупайте «кота в мешке». Настаивайте на проведении тестовых испытаний (trial run) на заводе производителя или у действующего клиента. Привезите свою партию гранул и посмотрите на реальный выход продукции, процент брака и удобство переналадки.
Запросите список действующих клиентов, работающих на аналогичном оборудовании более 2 лет. Позвоните им. Узнайте о частоте поломок, доступности запчастей и реальной производительности, которая часто отличается от заявленной в буклетах.
Шаг 4: Анализ сервиса и гарантий
В 2026 году сервис важнее железа. Машины ломаются у всех. Вопрос в том, как быстро их починят. Уточните наличие склада запчастей в вашей стране. Есть ли обученные инженеры? Предлагает ли поставщик удаленную диагностику через интернет? Гарантия должна покрывать не только замену деталей, но и выезд специалиста.
Экономика производства: расчет рентабельности
Финансовая модель завода пластиковых труб строится на тонкой марже. Основная статья расходов — сырье (до 70% себестоимости). Поэтому возможность использования более дешевого вторичного гранулята без потери сертификатов качества становится ключевым конкурентным преимуществом.
Современное оборудование для производства пластиковых труб позволяет вводить до 30-50% регранулята во внутренний слой трубы, оставляя внешний слой из первичного материала. Такая технология значительно снижает затраты на метр погонный, сохраняя потребительские свойства изделия.
Не забывайте про амортизацию и обслуживание. Дешевая линия может требовать частых замен шнеков и простоев, что съедает всю экономию на покупке. Дорогие европейские аналоги имеют высокий порог входа, но обеспечивают стабильный выпуск продукции 24/7 с минимальным вмешательством оператора.
Часто задаваемые вопросы (FAQ)
Какое минимальное помещение нужно для размещения линии?
Для компактной линии по производству труб диаметром до 110 мм потребуется цех площадью от 80 до 100 кв. метров с высотой потолков не менее 4 метров. Важно предусмотреть зону для хранения сырья и готовой продукции, которая обычно занимает в 2-3 раза больше места, чем само оборудование. Также необходима хорошая вентиляция, так как процесс экструзии связан с нагревом пластика.
Можно ли на одной линии делать трубы из ПНД и ПВХ?
Технически это возможно, но крайне не рекомендуется и экономически нецелесообразно. ПНД и ПВХ имеют кардинально разные температуры плавления и технологию переработки. Переналадка потребует полной замены шнека, цилиндра, головки и калибратора, а также тщательной очистки всей системы. Простой может занять несколько дней. Рациональнее иметь две специализированные линии или выбрать одну основную технологию.
Каков реальный срок службы шнековой пары?
При работе на первичном сырье качественный биметаллический шнек служит от 3 до 5 лет интенсивной эксплуатации (20-24 часа в сутки). При использовании абразивного вторичного сырья с большим содержанием наполнителей (песок, мел) ресурс может сократиться до 1.5–2 лет. Регулярный контроль зазоров и своевременная замена уплотнений помогают продлить жизнь узлу.
Нужно ли специальное разрешение для запуска производства?
Для самого процесса экструзии лицензия не требуется. Однако выпускаемая продукция (особенно напорные трубы для воды и газа) подлежит обязательной сертификации или декларированию соответствия ГОСТ/ТУ. Вам потребуется собственная испытательная лаборатория (минимум базовый набор для проверки размеров и гидравлических испытаний) или договор с аккредитованным центром. Также необходимо согласование с пожарными и экологическими службами.
Как быстро окупается завод по производству труб?
Средний срок окупаемости в 2026 году составляет от 18 до 30 месяцев. Этот показатель сильно зависит от загрузки мощностей, наличия долгосрочных контрактов с застройщиками или коммунальными службами, а также от способности производителя оптимизировать рецептуру смеси. Линии, работающие в одну смену, окупаются значительно дольше — до 4-5 лет.
Перспективы развития и заключение
Отрасль производства полимерных труб движется к полной прозрачности и автоматизации. В ближайшем будущем мы увидим массовое внедрение блокчейн-трекинга для каждой произведенной трубы, что позволит отслеживать её путь от гранулы до укладки в траншею. Это требование крупных инфраструктурных заказчиков.
Выбирая оборудование для производства пластиковых труб, вы инвестируете не просто в станки, а в технологическую платформу вашего бизнеса на ближайшие десятилетия. Ошибки на этапе закупки исправить постфактум практически невозможно без колоссальных финансовых потерь.
Не гонитесь за самой низкой ценой. Дешевое оборудование часто становится самым дорогим в эксплуатации из-за брака, простоев и высокого энергопотребления. Ищите баланс между надежностью, сервисной поддержкой и функциональностью, соответствующей вашим конкретным бизнес-задачам. Рынок 2026 года щедро вознаграждает тех, кто выбирает умные, адаптивные и энергоэффективные решения, подобные тем, что предлагают лидеры отрасли, охватывающие весь спектр от бытовых шлангов до магистральных газовых труб.
Начните с глубокого анализа своей ниши, проведите тестовые запуски и выберите партнера, который готов разделить с вами риски и обеспечить бесперебойную работу вашего производства. Правильно выбранная линия станет фундаментом для лидерства на региональном рынке строительных материалов.
Источники информации:
- Источник: Росстат (2026) – Промышленное производство полимерных изделий
- Источник: РБК Исследования рынков (2025) – Тренды рынка экструзионного оборудования в РФ
- Источник: Пластинфо (2026) – Обзор технологий переработки вторичных полимеров
- Источник: Росстандарт (2025) – Обновленные ГОСТ для напорных и безнапорных труб