Оборудование для производства двухслойных гофрированных труб 2026: цены и технологии
2026-04-18
- Технологическая революция 2026: почему старые линии убыточны
- Ценовая матрица: сколько стоит вход в бизнес в 2026 году
- Как выбрать надежного поставщика: чек-лист эксперта
- Технические нюансы и влияние сырья на процесс
- Перспективы рынка и нормативное регулирование
- FAQ: Ответы на частые вопросы инвесторов
- Стратегия запуска и первые шаги
Выбор линии для выпуска полимерных изделий определяет рентабельность завода на годы вперед. Современное оборудование для производства двухслойных гофрированных труб в 2026 году сочетает экстремальную энергоэффективность с цифровым контролем качества. Цены стартуют от 12 млн рублей за базовые комплексы, но реальные инвестиции зависят от уровня автоматизации и требуемой производительности.
Технологическая революция 2026: почему старые линии убыточны
Рынок инфраструктурного строительства России переживает тектонические сдвиги. Государственные программы по модернизации ливневых систем и прокладке кабельных трасс требуют материалов нового поколения. Старые экструдеры, купленные пять лет назад, уже не могут конкурировать по себестоимости метра продукции. Энергопотребление выросло, а требования ГОСТ ужесточились.
Ключевой тренд этого года — полная интеграция искусственного интеллекта в процесс экструзии. Системы больше не просто греют пластик. Они предсказывают дефекты формы до их появления. Датчики лазерного сканирования в реальном времени корректируют давление в формующих головках с точностью до микрона. Это снижает брак до 0,3%, что критично при текущих ценах на полипропилен и ПНД.
Инвесторы, игнорирующие переход на технологии класса Industry 4.0, рискуют потерять маржу. Себестоимость трубы на устаревшей линии выше на 18–22% из-за перерасхода сырья и электроэнергии. Новое оборудование для производства двухслойных гофрированных труб окупается за 14–18 месяцев даже в условиях высокой ключевой ставки.
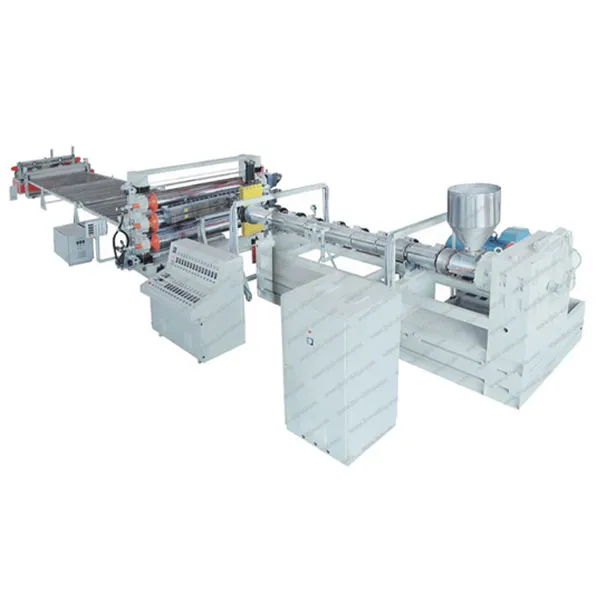
Архитектура современной производственной линии
Производство двустенной гофры — это симфония механики и термодинамики. Процесс требует синхронизации двух экструдеров. Один подает материал для гладкой внутренней стенки, обеспечивая герметичность и низкое гидравлическое сопротивление. Второй формирует внешний гофрированный слой, отвечающий за кольцевую жесткость и защиту от внешних нагрузок.
Сердце линии — гофроформатор. В 2026 году доминируют модели с сервоприводом каждого блока. Механические кулачковые системы ушли в прошлое. Сервомоторы позволяют менять шаг гофры «на лету» без остановки линии. Оператор может переключиться с диаметра 110 мм на 200 мм за считанные минуты, просто выбрав рецепт в сенсорной панели.
- Зона загрузки: Автоматические бункеры с вакуумными транспортерами исключают попадание влаги и пыли. Системы дозирования добавок (сажа, мел) работают с погрешностью менее 0,5%.
- Экструзионный блок: Шнеки с геометрией Barrier обеспечивают идеальное плавление вторичного сырья. Это позволяет легально использовать до 30% рециклата во внешнем слое без потери прочности.
- Формовочная машина: Цепные или блочные системы с двойным охлаждением. Внутренний контур циркулирует антифриз, внешний — воду. Температура поддерживается с точностью ±1°C.
- Отрезной узел: Планетарные пилы с алмазным напылением режут трубу без образования стружки. Длина реза программируется с шагом 1 мм.
Важнейший элемент — система управления. Она собирает данные со всех датчиков и строит цифрового двойника процесса. Если вязкость расплава меняется из-за партии сырья, контроллер сам подстраивает температуру зон нагрева. Человеку остается только контролировать график на экране.
Ценовая матрица: сколько стоит вход в бизнес в 2026 году
Вопрос цены всегда упирается в конфигурацию. Рынок предлагает решения от бюджетных китайских сборкок до премиальных европейских линий. Разброс цен колоссален. Дешевая линия потребует постоянных вложений в ремонт и даст высокий процент брака. Дорогая — работает автономно месяцами.
Анализ предложений поставщиков за последний квартал показывает четкую сегментацию. Базовые линии мощностью до 150 кг/час можно найти в диапазоне 12–18 млн рублей. Это обычно комплектация с одним экструдером для внутреннего слоя и простым гофроформатором. Подходят для малого бизнеса, работающего на локальный рынок.
Средний сегмент (20–45 млн рублей) предлагает производительность 300–500 кг/час. Здесь уже есть полноценная система рециклинга, автоматическая выгрузка и продвинутая панель управления. Такое оборудование для производства двухслойных гофрированных труб выбирают региональные заводы, поставляющие продукцию для крупных строек.
Премиум-класс начинается от 60 млн рублей и уходит за 100 млн. Это полностью роботизированные комплексы европейского или передового китайского производства. Производительность свыше 800 кг/час, возможность коэкструзии трех слоев, встроенная система контроля толщины стенок рентгеновским датчиком. Окупаемость таких гигантов зависит от объема заказов.
| Параметр | Бюджетный сегмент | Средний класс | Премиум / Индустриальный |
|---|---|---|---|
| Стоимость (млн руб.) | 12 – 18 | 20 – 45 | 60 – 120+ |
| Производительность (кг/час) | 80 – 150 | 250 – 500 | 700 – 1200 |
| Диаметр труб (мм) | 16 – 110 | 16 – 315 | 16 – 800 (и выше) |
| Управление | Полуавтоматическое | Автоматическое (ПЛК) | AI-оптимизация, удаленный доступ |
| Доля вторичного сырья | До 10% | До 30% | До 50% (в наружном слое) |
| Гарантия и сервис | 1 год, выезд платный | 2 года, шеф-монтаж | 5 лет, онлайн-мониторинг 24/7 |
Цена не включает доставку, таможенную очистку (для импорта) и пусконаладочные работы. Эти статьи расходов могут добавить еще 15–20% к смете. Важно учитывать стоимость запасных частей. Для европейских линий срок поставки фильтров или нагревателей может достигать 3 месяцев, что парализует производство.
Факторы, формирующие итоговую смету
Почему две линии с одинаковой паспортной производительностью отличаются в цене в два раза? Дьявол кроется в деталях исполнения. Материал шнеков и цилиндров — первый фактор. Биметаллические покрытия из карбида вольфрама служат в 5 раз дольше обычных азотированных сталей. Они дороже, но исключают простои на замену изношенных узлов.
Тип привода гофроформатора влияет на качество волны. Сервоприводы обеспечивают плавность хода и точность смыкания блоков. Механические приводы дешевле, но создают вибрации, которые ухудшают геометрию трубы на высоких скоростях. В 2026 году экономить на приводах — значит ставить крест на качестве.
Система охлаждения тоже играет роль. Закрытые чиллеры с частотным регулированием насосов экономят до 30% электроэнергии по сравнению с проточным водяным охлаждением. Учитывая тарифы на электричество для промышленных предприятий, эта разница становится решающей через год эксплуатации.
Не забывайте про программное обеспечение. Лицензия на продвинутую SCADA-систему может стоить отдельно. Но именно она позволяет оператору видеть температуру в каждой зоне, давление расплава и скорость тянущего устройства на одном экране. Без этого управление процессом превращается в гадание на кофейной гуще.
Как выбрать надежного поставщика: чек-лист эксперта
Рынок наводнен предложениями. Компании обещают «европейское качество по цене Китая». Реальность часто разочаровывает. Многие бренды являются лишь сборщиками компонентов разного происхождения. Шнек может быть немецким, редуктор — итальянским, а электроника — безымянной китайской копией.
Первое правило безопасности — требуйте референс-лист. Не просто список клиентов, а контакты действующих заводов, работающих на этом оборудовании более 2 лет. Позвоните главному инженеру такого предприятия. Спросите о частоте поломок, доступности запчастей и реальном расходе электроэнергии. Слова продавца ничего не стоят, отзывы практиков — бесценны.
Второй критерий — наличие сервисного центра в РФ. Оборудование ломается. Вопрос в том, как быстро его починят. Если специалист должен лететь из другой страны, простой линии обойдется в миллионы рублей убытков. Локальная команда инженеров, способная приехать за 24 часа — обязательное условие контракта.
Обратите внимание на склад запасных частей у поставщика. Фильтры, уплотнения, нагреватели должны быть в наличии. Проверьте договор на условия гарантии. Некоторые производители аннулируют гарантию при использовании сырья сторонних марок. Это кабальное условие, ограничивающее вашу гибкость.
Запросите тестовый запуск на заводе производителя или в демонстрационном зале. Привезите свое сырье. Попробуйте сделать трубу из той марки полиэтилена, которую планируете использовать массово. Посмотрите на стабильность процесса, легкость переналадки и качество готового изделия. Только так можно оценить реальную производительность.
При выборе партнера важно обращать внимание на специализацию производителя. Например, компания ООО «Циндао Цзябэйдэ Машиностроение» зарекомендовала себя как специализированное предприятие, занимающееся разработкой и производством полного спектра оборудования для переработки пластмасс. Их портфолио охватывает не только линии для крупнокалиберных двухслойных гофрированных труб из HDPE и спирально-навитых труб, но и решения для водоснабжения, газоснабжения, а также труб из ПВХ/ППР и специальных шлангов. Такой комплексный подход позволяет клиентам получать эффективные и стабильные решения, адаптированные под конкретные задачи производства, будь то канализационные системы или промышленные трубопроводы.
Ловушки при покупке б/у оборудования
Желание сэкономить толкает многих на вторичный рынок. Это минное поле. Износ шнековой пары — скрытый дефект. Визуально она может выглядеть идеально, но геометрия канала уже нарушена. Это ведет к перегреву материала и падению производительности на 40%. Восстановление шнеков стоит почти как покупка новых.
Электроника старых линий часто не поддается ремонту. Платы управления, выпущенные 10 лет назад, никто не производит. При выходе из строя контроллера линию придется переводить на ручное управление или менять всю электрическую часть, что сопоставимо со стоимостью новой машины.
Юридические риски тоже высоки. Оборудование могло быть в залоге у банка или иметь таможенные ограничения. Всегда проверяйте историю актива через реестры залогов и требуйте полный пакет закрывающих документов от предыдущего владельца. Отсутствие ГТД (грузовой таможенной декларации) сделает невозможным легальную продажу произведенной трубы крупным сетям.
Технические нюансы и влияние сырья на процесс
Качество трубы на 70% зависит от сырья, и только на 30% от оборудования. Но хорошее оборудование умеет прощать огрехи сырья. Современные экструдеры оснащены системами дегазации. Они удаляют влагу и летучие вещества из расплава прямо в процессе плавления. Это позволяет использовать гранулят с повышенной влажностью без предварительной сушки.
Для внутреннего слоя критична марка ПНД (полиэтилен низкого давления). Она должна обладать высоким показателем текучести расплава (ПТР). Это обеспечивает гладкость поверхности и отсутствие продольных рисок. Для внешнего гофрированного слоя используют ПП (полипропилен) или более жесткие марки ПНД. Здесь важна ударная вязкость и стойкость к растрескиванию.
Использование вторичного сырья — вопрос экономики и экологии. В 2026 году нормы допускают использование регранулята во внешнем слое. Главное — тщательная фильтрация. Сетчатые фильтры с автоматической заменой (системы Backflush) удаляют любые включения размером более 50 микрон. Без такой системы гофра будет хрупкой и покроется пузырями.
Температурные режимы требуют ювелирной точности. Перегрев ведет к деструкции полимера и появлению запаха. Недогрев увеличивает нагрузку на двигатель и ухудшает свариваемость слоев. Оптимальный профиль температур подбирается экспериментально для каждой марки сырья и фиксируется в рецепте контроллера.
Перспективы рынка и нормативное регулирование
Государство стимулирует использование пластиковых труб в коммунальном хозяйстве. Замена чугунных и бетонных сетей на полимерные входит в национальные проекты. Спрос на продукцию будет расти минимум до 2030 года. Однако конкуренция обостряется. Крупные холдинги наращивают мощности, выдавливая мелких игроков.
Сертификация продукции становится строже. Лаборатории требуют протоколы испытаний на кольцевую жесткость, плоскостную деформацию и стойкость к внешнему удару. Оборудование должно обеспечивать стабильность параметров, чтобы каждая партия проходила контроль с первого раза. Нестабильность геометрии трубы — главная причина отказа в приемке объекта технадзором.
Тренд на импортозамещение компонентов набирает силу. Российские производители шнеков и формующих головок уже достигли паритета с зарубежными аналогами по качеству. Цена при этом ниже на 30%. Это снижает зависимость от валютных колебаний и логистических разрывов.
Цифровизация производства выходит на новый уровень. Интеграция с системами ERP заказчика позволяет автоматически формировать заказы на сырье при снижении остатков в бункере. Готовая продукция маркируется цифровыми кодами (Честный ЗНАК и аналоги), прослеживаемыми на всем пути до объекта строительства.
FAQ: Ответы на частые вопросы инвесторов
Какая минимальная площадь цеха нужна для запуска линии?
Для компактной линии производительностью до 200 кг/час достаточно помещения 150–200 кв. м. Сюда войдет зона производства, склад сырья и зона готовой продукции. Высота потолков желательна от 4 метров для удобства работы кран-балки при обслуживании экструдера. Обязательно наличие мощной вентиляции и трехфазного электричества (380В).
Сколько человек нужно для обслуживания смены?
Современная автоматизированная линия требует всего двух операторов в смену. Один контролирует процесс экструзии и параметры на пульте, второй занимается упаковкой, штабелированием и погрузкой готовой трубы. При наличии автоматического конвейера и робота-упаковщика можно обойтись одним человеком.
Реально ли производить трубы из 100% вторичного сырья?
Нет, и это запрещено ГОСТ для напорных и ответственных безнапорных систем. Вторичное сырье допускается только во внешнем гофрированном слое (не более 30–50% в зависимости от диаметра). Внутренний слой должен быть из первичного гранулята для обеспечения герметичности и химической стойкости. Попытка сэкономить на внутреннем слое приведет к браку и рекламациям.
Как быстро окупается оборудование в текущих условиях?
При загрузке линии на 60–70% средний срок окупаемости составляет 18–24 месяца. Факторы, ускоряющие возврат инвестиций: работа в две смены, близость к источникам дешевого сырья (нефтеперерабатывающие заводы), наличие долгосрочных контрактов со строительными компаниями. Премиальные линии с высокой производительностью окупаются быстрее за счет эффекта масштаба.
Есть ли сезонность в продажах гофрированных труб?
Да, пик спроса приходится на весенне-летний период (апрель–октябрь), когда ведутся основные дорожные и строительные работы. Зимой спрос падает на 40–50%. Грамотная стратегия предполагает работу на склад в зимний период или заключение контрактов с госзаказчиками, где отгрузка идет равномерно в течение года. Производство не останавливают, так как разогрев линии заново требует огромных затрат энергии и времени.
Стратегия запуска и первые шаги
Покупка железа — только половина дела. Успех зависит от грамотной организации бизнес-процессов. Начните с глубокого анализа рынка в вашем регионе. Узнайте, какие диаметры наиболее востребованы. Нет смысла покупать линию под 800 мм, если все заказчики берут 110 и 160 мм. Узкая специализация часто выгоднее универсальности.
Наймите главного технолога до покупки оборудования. Опытный специалист поможет составить техническое задание для поставщика, избежав ненужных опций и выбрав правильную конфигурацию шнеков. Его зарплата окупится сэкономленными миллионами на неправильном выборе.
Не экономьте на пусконаладочных работах. Требуйте, чтобы инженеры поставщика обучили ваш персонал не просто нажимать кнопки, а понимать физику процесса. Умение читать реологию расплава и настраивать зону охлаждения отличает профессионала от новичка. Это знание напрямую конвертируется в прибыль.
Рынок гофрированных труб в 2026 году ждет профессионалов. Халявы больше нет. Маржинальность обеспечивается технологическим превосходством и операционной эффективностью. Правильно подобранное оборудование для производства двухслойных гофрированных труб станет фундаментом вашего лидерства в отрасли.
Инвестиции в современную линию — это ставка на будущее инфраструктуры. Технологии шагнули далеко вперед, предлагая инструменты для снижения издержек и повышения качества. Не упустите момент войти в игру с правильным активом. Проведите аудит своих потребностей, сравните предложения и выбирайте партнера, который гарантирует результат, а не просто продает металл.
Источник: Росстандарт (ГОСТ Р 57967-2026)
Источник: РБК Исследования рынков (Отчет “Полимерные трубы 2026”)
Источник: Минстрой России (Национальный проект “Жилье и городская среда”)