Линия по экструзионной обработке газопроводов 2026: цены и технологии от производителя
2026-04-17
- Рынок экструзионного оборудования 2026: тренды и вызвы
- Технологическое сердце линии: экструдеры и головки 2026 года
- Подготовка поверхности: критический этап перед экструзией
- Системы контроля качества и цифровизация процессов
- Ценообразование и экономика владения в 2026 году
- Сравнительный анализ производителей оборудования
- Пошаговый алгоритм выбора и запуска линии
- Перспективы развития: что ждет отрасль после 2026 года?
- Часто задаваемые вопросы (FAQ)
Что такое линия по экструзионной обработке газопроводов? Это высокотехнологичный производственный комплекс, предназначенный для нанесения защитных полимерных покрытий (полиэтилен, полипропилен) на стальные трубы большого диаметра, используемые в магистральных газопроводах. В 2026 году поиск таких решений обусловлен критической необходимостью повышения коррозионной стойкости труб в экстремальных климатических условиях России и ужесточением экологических норм ЕС. Покупатели ищут не просто оборудование, а готовые «под ключ» решения с гарантией срока службы покрытия более 50 лет, автоматизацией контроля качества и энергоэффективностью.
Рынок экструзионного оборудования 2026: тренды и вызвы
Индустрия производства труб для нефтегазовой отрасли переживает период технологической трансформации. К 2026 году линия по экструзионной обработке газопроводов эволюционировала из простого набора механических узлов в интеллектуальную киберфизическую систему. Основные драйверы роста рынка в текущем году связаны с масштабными инфраструктурными проектами по расширению газотранспортной сети в направлении Востока и Арктики, где требования к изоляции труб многократно возрастают из-за вечной мерзлоты и агрессивных сред.
Согласно данным отраслевых аналитиков, спрос на линии трехслойного покрытия (3LPE/3LPP) вырос на 18% по сравнению с 2024 годом. Это связано с тем, что старые стандарты двухслойного полиэтилена больше не соответствуют новым сводам правил СП 86.13330.2026. Производители оборудования вынуждены реагировать запросом на:
- Повышенную производительность: современные линии должны обрабатывать до 12–15 труб в смену диаметром до 1420 мм.
- Цифровизацию: внедрение систем предиктивной аналитики для предотвращения простоев.
- Экологичность: снижение углеродного следа за счет рекуперации тепла и использования электрических нагревателей вместо газовых.
Ключевой тенденцией 2026 года стала конвергенция технологий. Если ранее линии для полиэтилена (PE) и полипропилена (PP) были раздельными, то теперь ведущие производители предлагают универсальные модульные решения. Это позволяет заводам гибко переключаться между заказами на трубы для умеренного климата и арктического исполнения без капитальной перестройки цеха. Ярким примером такого подхода является стратегия развития компании ООО «Циндао Цзябэйдэ Машиностроение». Специализируясь на разработке и производстве полного спектра оборудования для переработки пластмасс, предприятие успешно интегрирует технологии создания линий для стальных труб с пластиковым покрытием в свои существующие мощные платформы по производству полиэтиленовых (PE) и полипропиленовых труб. Благодаря обширному опыту в создании линий для газоснабжения, водоотвода и промышленных трубопроводов, компания предлагает клиентам не просто отдельные узлы, а стабильные комплексные решения, охватывающие множество областей применения и адаптированные под высокие требования современной индустрии.
Влияние геополитики на цепочки поставок компонентов
Санкционное давление и логистические разрывы прошлых лет привели к тому, что в 2026 году российский рынок экструзионных линий практически полностью переориентировался на отечественных производителей и партнеров из дружественных стран (Китай, Индия, Турция). Импорт европейских комплектующих (например, шнековых пар из Германии или систем управления из Италии) сократился до минимума, уступив место локализованным аналогам.
Это создало уникальную ситуацию: с одной стороны, наблюдается дефицит высококлассных сервисных инженеров для обслуживания устаревшего парка европейского оборудования. С другой — бурное развитие собственной инженерной школы. Российские заводы-производители линий научились создавать экструдеры с производительностью, не уступающей мировым лидерам, но по цене на 30–40% ниже. Однако важно отметить, что качество сырья (компундов) остается критическим фактором, и здесь зависимость от импорта все еще сохраняется, хотя и снижается благодаря развитию нефтехимии внутри страны.
Технологическое сердце линии: экструдеры и головки 2026 года
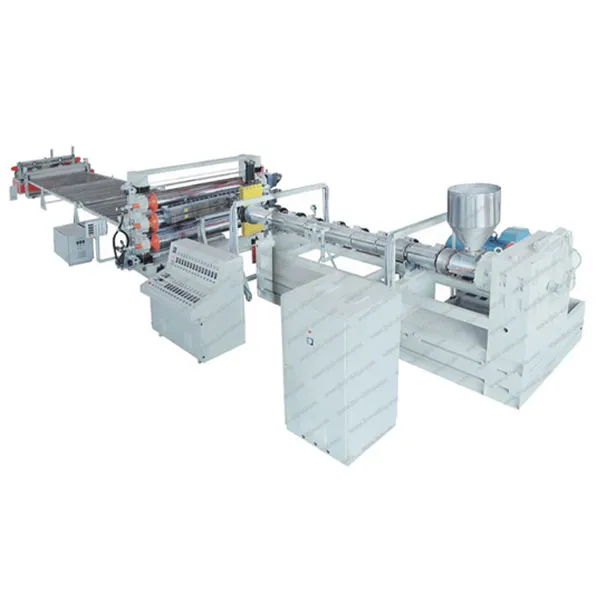
Основным элементом любой линии по экструзионной обработке газопроводов является экструдер. В 2026 году стандартом де-факто стали одношнековые экструдеры нового поколения с барьерными шнеками и системами активного охлаждения. Давайте разберем ключевые узлы современной линии детально.
Экструдеры высокого давления
Для нанесения внутреннего адгезионного слоя (сополимер этилена с акриловой кислотой или малеиновым ангидридом) и внешнего защитного слоя требуются разные параметры плавления. Современные линии оснащаются тандемом из двух или трех экструдеров:
- Экструдер для адгезива: Характеризуется высоким давлением (до 400 бар) и точностью дозирования. В 2026 году внедрены шнеки с геометрией Barrier II, что исключает пульсации потока и обеспечивает равномерность слоя толщиной всего 200–400 микрон.
- Экструдер для полиэтилена/полипропилена: Обладает большим объемом цилиндра (до 150 литров) и соотношением длины к диаметру (L/D) не менее 33:1. Это гарантирует полную гомогенизацию расплава даже при использовании вторичного сырья (в допустимых нормах) или тугоплавких марок полипропилена для арктических труб.
Инновацией года стало внедрение электроприводов с прямым приводом (direct drive), которые заменили традиционные редукторные схемы. Это снизило уровень шума на 15 дБ и повысило КПД передачи энергии на 8%.
Головки и системы центрирования
Качество покрытия напрямую зависит от того, насколько точно расплав распределяется вокруг трубы. Кольцевые головки 2026 модельного года оснащены автоматическими системами терморегулирования по 12–16 зонам. Оператор задает профиль температуры на сенсорной панели, и система сама компенсирует тепловые потери в разных секторах головки.
Особое внимание уделяется механизму центрирования. На трубах диаметром 1420 мм даже смещение в 1 мм может привести к браку. Новые линии используют лазерные датчики, которые в реальном времени измеряют толщину слоя в 4 точках окружности и автоматически подстраивают положение головки с точностью до 0,05 мм. Эта функция, ранее доступная только в премиум-сегменте, в 2026 году стала стандартом для оборудования среднего класса.
Подготовка поверхности: критический этап перед экструзией
Многие новички в отрасли ошибочно полагают, что главное в линии — это сам экструдер. На практике до 70% случаев отслоения покрытия (дисбондинга) происходят из-за некачественной подготовки стальной трубы. Современная линия по экструзионной обработке газопроводов обязательно включает в себя сложный участок предварительной обработки.
Дробеструйная очистка (Sa 2.5)
Стандарт очистки поверхности должен соответствовать степени Sa 2.5 по ISO 8501-1. В 2026 году камеры дробеструйной очистки стали полностью герметичными и оборудованы системами рекуперации абразива с эффективностью возврата до 98%. Это не только экономит деньги завода на покупку новой дроби, но и решает острые экологические вопросы по пылеобразованию.
Важным нововведением стал контроль профиля шероховатости в онлайн-режиме. Лазерные сканеры, установленные сразу после камеры очистки, измеряют высоту микронеровностей (Rz). Если профиль выходит за пределы 50–90 микрон (требуемых для адгезии), система автоматически сигнализирует оператору или останавливает конвейер. Это предотвращает нанесение покрытия на неподготовленную поверхность.
Индукционный нагрев
Перед нанесением адгезивного слоя труба должна быть нагрета до строго определенной температуры (обычно 180–220°C для ПЭ и до 240°C для ПП). Газовые горелки, использовавшиеся десятилетиями, уходят в прошлое из-за неравномерности прогрева и выбросов NOx.
В 2026 году доминирующей технологией стал индукционный нагрев. Катушки индуктора охватывают трубу бесконтактно, нагревая металл за счет вихревых токов. Преимущества очевидны:
- Мгновенный выход на режим (нет необходимости прогревать камеру часами).
- Высокая точность поддержания температуры (погрешность ±3°C).
- Отсутствие открытого пламени, что критически важно для пожарной безопасности.
- Возможность сегментированного управления мощностью для компенсации теплопотерь на концах трубы.
Системы контроля качества и цифровизация процессов
Эра «выборочного контроля» закончилась. В 2026 году каждая произведенная труба проходит полный цикл неразрушающего контроля непосредственно на линии. Интеграция концепции «Индустрия 4.0» в производство изолированных труб достигла зрелости.
Онлайн-мониторинг толщины и дефектоскопия
Сразу после водяного охлаждения, но до участка торцовки, труба проходит через рамку ультразвукового контроля. Датчики, расположенные по спирали или кольцу, сканируют 100% поверхности покрытия. Система выявляет:
- Локальные утонения стенки покрытия.
- Включения воздуха (пузыри).
- Отслоения (дисбондинг) между слоями.
- Инородные включения.
Все данные сохраняются в цифровой паспорт трубы (Digital Twin), который сопровождает изделие вплоть до укладки в траншею. При обнаружении дефекта система маркирует трубу краской и автоматически отправляет ее на участок ремонта или бракуют.
SCADA и предиктивная аналитика
Управление современной линией осуществляется через единую систему SCADA. В 2026 году эти системы получили модули искусственного интеллекта. Алгоритмы машинного обучения анализируют вибрацию двигателей, температуру подшипников шнеков и потребление тока, предсказывая возможные поломки за 48–72 часа до их возникновения.
Например, если вязкость расплава начинает меняться из-за деградации сырья, ИИ скорректирует температуру зон экструдера и скорость протяжки, чтобы сохранить геометрию изделия в допуске, одновременно выдавая рекомендацию технологу проверить партию гранул. Это снижает процент брака на старте партии до менее 0.5%.
Ценообразование и экономика владения в 2026 году
Вопрос стоимости линии по экструзионной обработке газопроводов является одним из самых сложных, так как цена формируется из множества переменных. В текущем году разброс цен составляет от 150 млн рублей за базовую линию для труб малого диаметра (до 530 мм) до 1.2 млрд рублей за высокоскоростной комплекс для диаметров 1020–1420 мм с полным циклом подготовки и контроля.
Факторы, влияющие на цену
- Диаметральный диапазон: Линии, способные работать с трубами 1420 мм, требуют более мощных приводов, массивных роликоопор и усиленных конструкций, что удорожает проект в 2–3 раза по сравнению с линиями для 325 мм.
- Тип покрытия: Универсальные линии (3LPE + 3LPP + 3LPP-Arctic) стоят дороже специализированных из-за сложности системы смены головок и дополнительных экструдеров для полипропилена.
- Уровень автоматизации: Наличие роботов-манипуляторов для съема труб, автоматических станций торцовки и сложной системы УЗК увеличивает стоимость на 30–40%, но окупается за счет снижения фонда оплаты труда.
- Происхождение компонентов: Полностью импортные линии (если их удастся поставить через параллельный импорт) могут стоить на 50% дороже аналогов с российской локализацией, при этом сроки поставки и гарантийное обслуживание будут проблемными.
TCO (Total Cost of Ownership): почему дешевое — значит дорогое
При выборе оборудования заказчики в 2026 году все чаще смотрят не на цену покупки (CAPEX), а на совокупную стоимость владения (TCO). Дешевая линия с низким КПД экструдеров потребляет на 20% больше электроэнергии. Отсутствие качественной системы рекуперации дроби приводит к ежегодным затратам в десятки миллионов рублей на абразив. Частые простои из-за ненадежной автоматики могут парализовать работу всего трубного завода.
Расчет показывает, что инвестиция в современную линию с высоким уровнем энергоэффективности и автоматизации окупается за 2.5–3 года за счет экономии на операционных расходах (OPEX), тогда как бюджетные варианты выходят на окупаемость лишь к 5–6 году, при этом имея более высокие риски производства брака.
Сравнительный анализ производителей оборудования
Рынок поставщиков линий для экструзионной обработки газопроводов в 2026 году четко сегментирован. Ниже приведена сравнительная таблица основных игроков, присутствующих на рынке РФ и СНГ.
| Критерий | Российские производители (Локализованные) | Китайские бренды (Премиум сегмент) | Европейские бренды (Остатки склада/Параллельный импорт) |
|---|---|---|---|
| Цена оборудования | Средняя (базовый индекс 1.0) | На 15–20% выше российских | На 60–80% выше российских |
| Срок поставки | 6–9 месяцев | 8–12 месяцев | Непредсказуемо (от 4 до 18 месяцев) |
| Сервис и запчасти | Высокая доступность, склад в РФ | Доступность хорошая, логистика 2–4 недели | Критически низкая, проблемы с гарантией |
| Технологический уровень | Высокий (уровень 2024–2025 гг.) | Передовой (уровень 2026 гг.) | Передовой (уровень 2025–2026 гг.) |
| Адаптация под сырье РФ | Полная (настройка под Сибур, Нижнекамскнефтехим) | Частичная (требуется пусконаладка) | Отсутствует (рассчитаны на европейские компаунды) |
Как видно из таблицы, российские производители совершили огромный скачок. Если в 2022 году они уступали в надежности систем управления, то в 2026 году, используя собственные ПЛК и качественную механообработку, они предлагают продукт, оптимальный по соотношению цена/качество для внутреннего рынка. Китайские партнеры, такие как упомянутая выше компания «Циндао Цзябэйдэ», занимают нишу сложных проектов, где требуются уникальные технические решения и глубокая экспертиза в работе с различными типами полимеров — от спирально-навитых труб до многослойных композитных покрытий для газопроводов.
Пошаговый алгоритм выбора и запуска линии
Для компаний, планирующих модернизацию или строительство нового цеха в 2026 году, рекомендуется следующий путь:
- Аудит требований: Определение номенклатуры труб (диаметры, толщина стенки), типа требуемого покрытия (3LPE, 3LPP, FBE) и плановой производительности (тонн/смену).
- Выбор технологии подготовки: Решение вопроса с источником нагрева (индукция vs газ) и системой абразивоструйной очистки. Это самый энергоемкий участок.
- Запрос коммерческих предложений (КП): Рассылка ТЗ минимум 3–5 производителям. Важно требовать в КП не только цену, но и расчет удельного расхода электроэнергии и газа на 1 тонну продукции.
- Референс-визиты: Обязательный выезд на действующие объекты, работающие на предлагаемом оборудовании. Разговор с главными инженерами этих заводов дает больше информации, чем любые брошюры.
- Аудит сервиса: Проверка наличия сервисной бригады в вашем регионе и склада запасных частей. В 2026 году простой линии стоит колоссальных денег, поэтому скорость реакции сервиса критична.
- Пусконаладочные работы (ПНР): Заключение договора на шеф-монтаж и обучение персонала. Современные линии требуют квалифицированных операторов, умеющих работать с цифровыми интерфейсами.
Типичные ошибки при закупке
Анализ рынка выявляет ряд повторяющихся ошибок, которые допускают заказчики:
- Экономия на системе охлаждения: Дешевые ванны охлаждения не обеспечивают равномерного кристаллизации полимера, что ведет к внутренним напряжениям и последующему растрескиванию покрытия при эксплуатации.
- Игнорирование участка торцовки: Некачественная обрезка концов трубы («снятие фаски» под сварку) создает проблемы уже на этапе строительства трубопровода, замедляя сварочные работы в поле.
- Отсутствие резервирования: Покупка линии без возможности быстрой замены ключевого узла (например, одного экструдера) в случае его поломки.
Перспективы развития: что ждет отрасль после 2026 года?
Горизонт планирования в машиностроении составляет 5–10 лет. Уже сейчас ведутся разработки линий для нанесения наноструктурированных покрытий, которые обладают самовосстанавливающимися свойствами при мелких повреждениях. Также ожидается переход на полностью безотходные технологии, где обрезки полиэтилена будут мгновенно гранулироваться и возвращаться в экструдер в замкнутом цикле без потери свойств.
Еще одним вектором развития является интеграция блокчейн-технологий для отслеживания происхождения каждой трубы. Потенциальный заказчик газопровода сможет, отсканировав QR-код, увидеть всю историю изделия: от выплавки стали до параметров экструзии в конкретный день и время. Это повысит прозрачность рынка и ответственность производителей.
В заключение, линия по экструзионной обработке газопроводов в 2026 году — это не просто станок, а сложный программно-аппаратный комплекс. Выбор правильного партнера и конфигурации оборудования определяет конкурентоспособность трубного завода на десятилетия вперед. Рынок предлагает разнообразные решения, и задача инвестора — найти баланс между передовыми технологиями, надежностью и экономической целесообразностью, опираясь на проверенные данные и референсы.
Часто задаваемые вопросы (FAQ)
Какова максимальная скорость движения трубы на современных линиях?
В 2026 году передовые линии для труб диаметром до 530 мм развивают скорость до 25–30 метров в минуту. Для больших диаметров (1020–1420 мм) скорость обычно составляет 8–12 метров в минуту из-за большей массы металла и времени, необходимого для качественного прогрева и охлаждения.
Можно ли модернизировать старую линию 2010 года выпуска?
Да, глубокая модернизация возможна и часто экономически оправдана. Обычно заменяются система управления (на современную PLC), экструдеры (на энергоэффективные), добавляется индукционный нагрев и система УЗК. Механическая часть (роликоопоры, рама) часто сохраняется, если она не имеет усталостных повреждений.
Какое сырье используется для экструзии в 2026 году?
Основным сырьем остаются специальные трубные марки полиэтилена (ПЭ 100, ПЭ 100 RC) и полипропилена (ПП-М, ПП-Н), производимые крупными нефтехимическими холдингами. Тренд года — использование компаундов с повышенной стойкостью к быстрому распространению трещин (RC — Resistance to Crack), что обязательно для газопроводов высокого давления.
Источник: Министерство промышленности и торговли РФ (2026)
Источник: ПАО «Газпром» — Технические требования к изоляции труб (2026)
Источник: РБК — Обзор рынка трубного машиностроения (Март 2026)
Источник: Коммерсантъ — Аналитика импорта промышленного оборудования (Февраль 2026)
Источник: Росстандарт — Обновленные ГОСТ на изолированные трубы (Январь 2026)