Линия по производству стальных труб с пластиковым покрытием 2026: цены и технологии
2026-04-17
- Рынок оборудования 2026: Глобальные тренды и сдвиг парадигмы
- Технологические процессы: От подготовки поверхности до финишного контроля
- Ценовая политика и структура инвестиций в 2026 году
- Сравнительный анализ технологий: 3PE против 3PP против FBE
- Критерии выбора оборудования: Чек-лист для инвестора
- Перспективы развития отрасли до 2030 года
- Заключение
Линия по производству стальных труб с пластиковым покрытием — это высокотехнологичный комплекс оборудования, предназначенный для непрерывного нанесения защитных полимерных слоев (полиэтилен, полипропилен, эпоксидные смолы) на поверхность стальных труб различных диаметров. В 2026 году такие линии стали критически важными для инфраструктуры нефтегазовой отрасли, водоснабжения и строительства в условиях агрессивных климатических зон, так как они обеспечивают срок службы трубопроводов до 50 лет и более, предотвращая коррозию и механические повреждения. Если вы ищете актуальные цены, технические характеристики или планируете модернизацию производства, эта статья предоставит исчерпывающий анализ рынка, новейших технологий и экономических показателей.
Рынок оборудования 2026: Глобальные тренды и сдвиг парадигмы
2026 год стал переломным для производителей трубопроката. После периода геополитической нестабильности и разрыва традиционных логистических цепочек, рынок линий по производству стальных труб с пластиковым покрытием претерпел фундаментальные изменения. Если ранее доминировали европейские поставщики из Германии и Италии, то сегодня ландшафт изменился в сторону азиатских производителей (Китай, Индия) и усиления собственных инженерных компетенций в России и странах СНГ.
Согласно данным отраслевых аналитиков, спрос на трубы с антикоррозийной изоляцией вырос на 18% по сравнению с 2024 годом. Основной драйвер роста — масштабные инфраструктурные проекты по транспортировке энергоносителей на Восток и развитие внутренней распределительной сети в арктических регионах. Ключевым фактором выбора оборудования теперь является не только начальная цена, но и энергонезависимость, возможность работы с отечественными полимерами и уровень автоматизации, снижающий зависимость от человеческого фактора.
Современные линии 2026 года выпуска характеризуются:
- Полной цифровизацией: Внедрение систем предиктивной аналитики на базе искусственного интеллекта для предотвращения брака.
- Экологичностью: Системы рекуперации тепла и замкнутого цикла очистки воздуха стали обязательным стандартом, а не опцией.
- Универсальностью: Возможность быстрой переналадки с одного типа покрытия (например, 3PE) на другой (FBE или PP) без длительных простоев.
Влияние санкционных ограничений на выбор поставщиков
Для российских предприятий вопрос импортозамещения вышел на первый план. Европейские компании фактически прекратили поставки высокотехнологичного оборудования и запасных частей. Это стимулировало бурное развитие отечественного машиностроения и переориентацию на партнеров из дружественных стран. Однако, важно понимать, что «китайское» оборудование в 2026 году — это не тот низкосортный продукт, который мы видели десять лет назад. Ведущие китайские концерны предлагают линии, которые по точности позиционирования и стабильности экструзии не уступают лучшим европейским аналогам прошлого десятилетия, но стоят на 30-40% дешевле.
Ярким примером такой трансформации является компания ООО «Циндао Цзябэйдэ Машиностроение». Специализируясь на разработке и производстве передового оборудования для переработки пластмасс, предприятие успешно интегрировало технологии нанесения покрытий в свой широкий спектр решений. Изначально известное своими линиями для производства полиэтиленовых (PE), гофрированных и ПВХ труб, «Циндао Цзябэйдэ» расширило портфель, включив в него высокоэффективные линии по производству стальных труб с пластиковым покрытием. Такой подход позволяет компании предлагать клиентам не просто станки, а комплексные решения, объединяющие опыт работы с полимерами (от ПНД до силикона) и металлургическими процессами. Благодаря фокусу на стабильности экструзии и адаптивности под различные типы изоляции, оборудование этого производителя становится все более востребованным выбором для модернизации заводов в условиях новых экономических реалий.
Тем не менее, сохраняется дефицит высококачественных компонентов: сервомоторов премиум-класса, специализированных датчиков толщины покрытия и некоторых видов нагревательных элементов. Успешные проекты 2026 года строятся на гибридном подходе: базовая механика и экструдеры — от азиатских или российских производителей, а система управления и критическая сенсорика — либо сохраненные европейские бренды, либо их качественные аналоги нового поколения.
Технологические процессы: От подготовки поверхности до финишного контроля
Чтобы понять стоимость и ценность линии по производству стальных труб с пластиковым покрытием, необходимо детально разобрать технологический цикл. Качество конечного продукта напрямую зависит от синхронизации всех этапов. Любое рассогласование скоростей или температур ведет к образованию пузырей, отслоений или неравномерной толщины слоя.
Этап 1: Входной контроль и подготовка поверхности
Процесс начинается не с нанесения пластика, а с подготовки стали. Адгезия полимерного покрытия к металлу на 90% зависит от качества очистки поверхности. Современные линии 2026 года используют комбинированные методы:
- Дробеструйная очистка: Труба проходит через камеру, где абразивная дробь под высоким давлением удаляет окалину, ржавчину и старые покрытия. Ключевой параметр здесь — степень очистки (до Sa 2.5 или Sa 3 по стандарту ISO 8501-1) и профиль шероховатости (якорный профиль), который должен составлять 50-90 микрон для надежного сцепления.
- Индукционный подогрев: Сразу после очистки труба нагревается индукционными катушками. Температура нагрева строго контролируется и зависит от типа наносимого полимера. Для эпоксидных порошков (FBE) это обычно 180-240°C, для полиэтилена (3PE) — до 200-220°C.
Инновация 2026 года — использование систем компьютерного зрения для мониторинга чистоты поверхности в реальном времени. Если камера фиксирует остаточные загрязнения, линия автоматически корректирует скорость вращения щеток или интенсивность подачи абразива, не останавливая процесс.
Этап 2: Нанесение грунтовочного слоя (FBE)
Первым слоем практически всегда выступает эпоксидный порошок (Fusion Bonded Epoxy). Он наносится электростатическим методом в камере напыления. Заряженные частицы порошка притягиваются к заземленной горячей трубе, плавятся и образуют монолитную химически стойкую пленку толщиной 60-120 микрон.
В новых линиях применяются системы рекуперации порошка с эффективностью до 98%, что значительно снижает себестоимость производства. Важнейшим элементом является зона гелеобразования, где температура трубы поддерживается в узком диапазоне для обеспечения правильной полимеризации эпоксидной смолы перед нанесением следующего слоя.
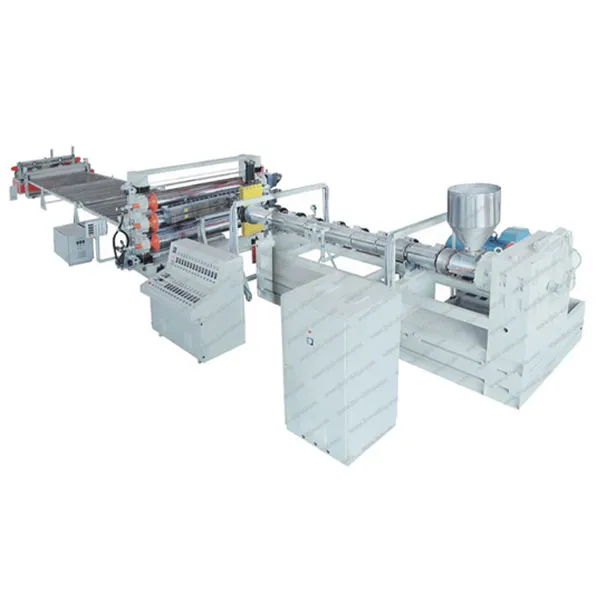
Этап 3: Экструзия сополимерного адгезива и основного покрытия
Это сердце любой линии по производству стальных труб с пластиковым покрытием. Здесь работают мощные экструдеры, которые плавят гранулы полимера и через кольцевые головки наносят их на движущуюся трубу.
- Адгезивный слой: Специальный сополимер, который химически связывает эпоксидный грунт и внешний пластиковый слой. Ошибка в толщине этого слоя (обычно 150-250 микрон) ведет к катастрофическому отслоению всей изоляции.
- Основной слой: Полиэтилен (PE) или полипропилен (PP). Толщина варьируется от 1.8 мм до 3.7 мм в зависимости от диаметра трубы и условий эксплуатации. В 2026 году набирает популярность использование сшитого полиэтилена (PEX) и термостойкого полипропилена для труб, работающих при повышенных температурах.
Современные экструдеры оснащены системами активного охлаждения шнеков и прецизионными насосами расплава, обеспечивающими пульсации давления не более 1%. Это гарантирует идеально гладкую поверхность трубы без «апельсиновой корки».
Этап 4: Охлаждение и калибровка
Сразу после выхода из экструзионной головки труба попадает в водяную ванну или систему воздушного охлаждения. Задача — быстро стабилизировать форму и кристаллическую структуру полимера, избегая внутренних напряжений. В линиях 2026 года используются многоступенчатые системы охлаждения с зонным контролем температуры воды, что позволяет работать с трубами больших диаметров (до 1420 мм и выше) без деформации.
Этап 5: Контроль качества и маркировка
Финальный этап включает неразрушающий контроль. Используются:
- Дефектоскопы высокого напряжения (Holiday Detectors): Проверяют сплошность покрытия, выявляя микропоры и сквозные дефекты.
- Ультразвуковые толщиномеры: Измеряют толщину каждого слоя в нескольких точках по окружности.
- Системы визуального контроля: Камеры высокого разрешения сканируют поверхность на предмет царапин, вмятин и неравномерности цвета.
Все данные автоматически заносятся в цифровой паспорт трубы, который может быть считан через QR-код. Это требование многих крупных заказчиков в 2026 году для обеспечения прослеживаемости продукции на всем жизненном цикле трубопровода.
Ценовая политика и структура инвестиций в 2026 году
Вопрос «сколько стоит линия?» не имеет однозначного ответа, так как разброс цен колоссален и зависит от конфигурации, производительности и страны происхождения компонентов. Ниже приведен детальный анализ рыночных предложений на начало 2026 года.
Бюджетный сегмент (Локализация и базовые решения)
Стоимость: $1.5 млн – $3.5 млн.
В эту категорию попадают линии российской сборки с использованием китайских комплектующих или полностью китайские линии начального уровня. Они подходят для производства труб диаметром до 530 мм с производительностью до 10-12 труб в смену.
- Плюсы: Низкий порог входа, доступность запчастей, короткие сроки поставки (3-5 месяцев).
- Минусы: Ограниченная автоматизация, высокая доля ручного труда, меньшая стабильность параметров покрытия, высокий расход электроэнергии на единицу продукции.
- Применение: Внутренние водопроводы, газораспределительные сети низкого давления, временные трубопроводы.
Средний сегмент (Оптимальное соотношение цена/качество)
Стоимость: $4.0 млн – $8.0 млн.
Здесь представлены передовые китайские бренды (например, модифицированные версии линий ведущих фабрик Цзянсу и Шаньдуна, включая решения от таких игроков, как «Циндао Цзябэйдэ») и совместные предприятия. Такие линии способны производить трубы диаметром до 1020 мм с покрытием 3PE/3PP.
- Особенности: Наличие полноценной системы АСУ ТП (автоматизированная система управления технологическим процессом), импортные датчики (даже если бренд китайский, сенсоры часто европейского происхождения), высокая скорость нанесения (до 20-25 труб в смену).
- Экономика: Срок окупаемости при полной загрузке составляет 2.5–3 года. Энергоэффективность на 15-20% выше, чем у бюджетных аналогов.
Премиум сегмент (Высокотехнологичные решения)
Стоимость: $10.0 млн – $18.0 млн и выше.
Это флагманские решения, собираемые по индивидуальным проектам. Даже если финальная сборка происходит в Азии, ключевые узлы (экструдеры, приводы, система управления) являются продукцией мирового уровня или их прямыми наследниками, адаптированными под новые реалии.
- Возможности: Работа с трубами большого диаметра (1220-1420 мм+), нанесение многослойных покрытий повышенной сложности, полная интеграция с заводской ERP-системой, минимальный процент брака (<0.5%).
- Инновации 2026: Встроенные модули для нанесения теплоизоляционного слоя (ППУ) в одном потоке, системы автономного энергоснабжения.
Скрытые расходы и операционные затраты
При планировании бюджета нельзя учитывать только цену оборудования «под ключ». Необходимо заложить:
- Логистика и таможенное оформление: В 2026 году эти статьи расходов могут составлять до 15-20% от стоимости оборудования из-за усложненных маршрутов доставки.
- Монтаж и пусконаладка: Требует присутствия высококвалифицированных инженеров. Стоимость шеф-монтажа выросла на 30%.
- Сырье: Качественные полимерные гранулы и эпоксидные порошки. Цена на них волатильна и привязана к нефтяным котировкам.
- Обслуживание: Годовой контракт на сервисное обслуживание может достигать 5-7% от стоимости линии.
Сравнительный анализ технологий: 3PE против 3PP против FBE
Выбор технологии нанесения определяет конфигурацию линии по производству стальных труб с пластиковым покрытием. В 2026 году на рынке доминируют три основных типа изоляции, каждый из которых имеет свои ниши применения.
| Параметр | 3PE (Трехслойный полиэтилен) | 3PP (Трехслойный полипропилен) | FBE (Эпоксидный порошок) |
|---|---|---|---|
| Максимальная рабочая температура | до +70°C (стандарт), до +80°C (модифицированный) | до +140°C (нормальный), до +180°C (усиленный) | до +110°C (стандарт), до +230°C (высокотемпературный) |
| Механическая прочность | Высокая, отличная ударная вязкость | Очень высокая, устойчивость к истиранию | Средняя, склонность к скалыванию при ударах |
| Химическая стойкость | Отличная к кислотам и щелочам | Превосходная, особенно к растворителям | Отличная, но чувствительность к некоторым углеводородам |
| Сложность нанесения | Высокая (требуется точный контроль температур) | Очень высокая (высокие температуры плавления) | Средняя (требует чистоты поверхности) |
| Основное применение в 2026 | Магистральные газо- и нефтепроводы, водоснабжение | Трубопроводы с подогревом, горячее водоснабжение, агрессивные среды | Внутренняя изоляция, трубы для добычи нефти, сложные профили |
| Стоимость покрытия (на метр) | Средняя | Высокая | Низкая/Средняя |
Тренд 2026 года — рост популярности 3PP покрытий. По мере освоения месторождений с высокими температурами пластов и увеличения протяженности теплотрасс, обычный полиэтилен перестает справляться. Линии, способные переключаться на полипропилен, требуют более мощных экструдеров (температура плавления ПП выше) и специальных систем охлаждения, что увеличивает их стоимость, но открывает доступ к более маржинальным контрактам.
Критерии выбора оборудования: Чек-лист для инвестора
При выборе линии по производству стальных труб с пластиковым покрытием в текущих условиях недостаточно просто сравнить цены в коммерческих предложениях. Необходимо провести глубокий аудит потенциального поставщика и технических характеристик.
1. Гибкость производственной линии
Может ли линия работать с широким диапазоном диаметров? Насколько быстро происходит переналадка? В условиях нестабильного спроса возможность быстро перейти с производства труб диаметром 219 мм на 720 мм является критическим преимуществом. Обратите внимание на систему центрирования трубы и сменные формующие головки экструдера.
2. Система управления и автоматизации
«Мозги» линии важнее «мышц». Проверьте, на какой базе построена система управления (PLC). Есть ли поддержка удаленного мониторинга? Предоставляет ли поставщик исходный код или открытые протоколы для интеграции с российскими SCADA-системами? В 2026 году закрытые проприетарные системы — это риск простоя в случае поломки контроллера.
3. Энергоэффективность
Нагрев трубы и плавление полимера потребляют огромное количество электроэнергии и газа. Современные линии должны быть оснащены:
- Рекуператорами тепла отходящих газов.
- Частотными преобразователями на всех двигателях.
- Тепловой изоляцией всех нагревательных зон нового поколения.
Разница в потреблении энергии между старой и новой линией может составлять до 25%, что при нынешних тарифах существенно влияет на себестоимость.
4. Сервисная поддержка и наличие запчастей
Это самый болезненный вопрос. Где находится склад запасных частей? Есть ли обученные специалисты в вашем регионе? Каков срок поставки критических узлов (шнеки, нагреватели, редукторы)? Требуйте от поставщика гарантийного обязательства по поставке запчастей в течение 24-48 часов внутри страны.
5. Соответствие стандартам
Оборудование должно гарантировать выход продукции, соответствующей ГОСТ Р 51164-98, ГОСТ 30732-2006, а также международным стандартам ISO 21809, DIN 30670, CSA Z245.21. Попросите предоставить референс-лист с действующими производствами, где установлено аналогичное оборудование, и свяжитесь с ними для получения обратной связи.
Перспективы развития отрасли до 2030 года
Рынок линий по производству стальных труб с пластиковым покрытием продолжит трансформироваться. Вот основные прогнозы экспертов на ближайшие годы:
- Роботизация упаковки и торцевания: Процессы обрезки концов труб и нанесения защитных составов на торцы будут полностью автоматизированы с использованием промышленных роботов, что исключит человеческий фактор и повысит скорость.
- Использование вторичных полимеров: Под давлением экологических норм и удорожания первичного сырья появятся технологии использования высококачественных рециклированных полимеров во внешних слоях покрытия без потери защитных свойств.
- Цифровые двойники: Каждое новое производство будет запускаться сначала в виртуальной среде для отладки режимов, что сократит время выхода на проектную мощность с 6 месяцев до 3-4 недель.
- Композитные материалы: Появление гибридных линий для нанесения композитных покрытий (пластик + стекловолокно), обеспечивающих сверхвысокую механическую прочность для подводных трубопроводов.
Заключение
Инвестиции в линию по производству стальных труб с пластиковым покрытием в 2026 году — это стратегическое решение с долгосрочным горизонтом окупаемости. Рынок предлагает широкий спектр решений: от доступных отечественных комплексов до высокотехнологичных азиатских гигантов, таких как специализированные предприятия вроде ООО «Циндао Цзябэйдэ Машиностроение», предлагающие полный цикл решений от экструзии до финишной обработки. Ключ к успеху лежит не в поиске самой низкой цены, а в выборе сбалансированной конфигурации, обеспечивающей высокое качество продукции, энергоэффективность и независимость от внешних поставок сервиса.
Правильно подобранное оборудование позволит российским производителям не только закрыть внутренний спрос, обусловленный масштабными стройками, но и выйти на экспортные рынки стран Азии, Ближнего Востока и Африки, где потребность в качественных трубах с антикоррозийной защитой растет экспоненциально. Технология шагнула далеко вперед, делая процесс производства более прозрачным, управляемым и экономически эффективным.
При принятии решения помните: труба, произведенная сегодня, будет служить полвека. Оборудование, которое её создает, должно быть рассчитано на такую же надежность и долговечность.
Источники информации:
- Источник: Министерство промышленности и торговли РФ (Отчеты 2025-2026)
- Источник: РБК — Аналитика рынка металлопроката и трубной промышленности (Январь 2026)
- Источник: Коммерсантъ — Обзор тенденций импортозамещения в машиностроении (Март 2026)
- Источник: ISO — Стандарты на покрытия стальных труб (Обновление 2025)
- Источник: Росстандарт — Актуализированные ГОСТ на изолированные трубы (2026)