Линия по производству стальных труб с пластиковым покрытием 2026: цены и технологии от завода
2026-04-18
- Эволюция технологий производства: от классики к Индустрии 4.0 в 2026 году
- Детальный разбор технологического процесса: этапы и инновации
- Анализ рыночных цен и факторов стоимости в 2026 году
- Сравнительный анализ производителей оборудования: Европа, Китай и Россия
- Экономическая эффективность и окупаемость инвестиций
- Перспективы развития и выводы
- Источники информации
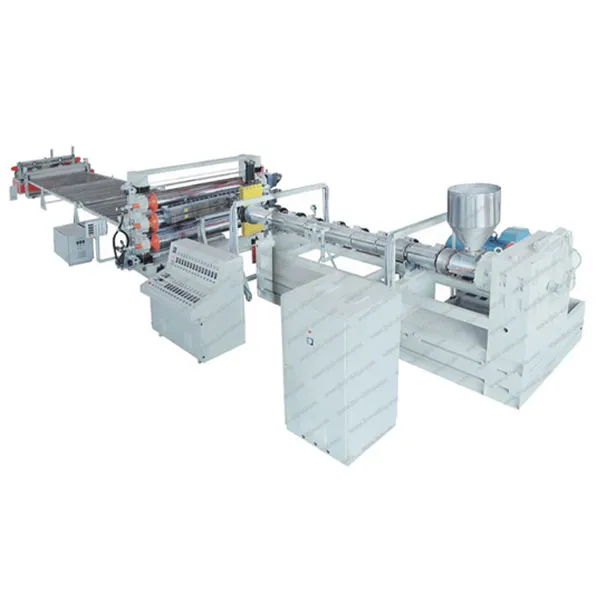
Линия по производству стальных труб с пластиковым покрытием в 2026 году представляет собой высокотехнологичный комплекс, объединяющий процессы дробеструйной очистки, индукционного нагрева, экструзии полимеров и точного охлаждения для создания коррозионностойких трубопроводов. Для инвесторов и инженеров ключевой проблемой остается баланс между капитальными затратами на оборудование и долгосрочной надежностью продукции в условиях агрессивных сред. Поисковый запрос отражает потребность рынка в актуальных данных о стоимости современных линий, технологических новациях в области адгезии полимеров и энергетической эффективности производственных процессов, что критически важно для проектов в нефтегазовой отрасли и коммунальном хозяйстве.
Эволюция технологий производства: от классики к Индустрии 4.0 в 2026 году
Сфера производства защитных покрытий для стальных труб претерпела радикальные изменения за последние три года. Если еще в 2023 году стандартом считалась автоматизация уровня PLC (программируемые логические контроллеры), то линия по производству стальных труб с пластиковым покрытием образца 2026 года — это полностью интегрированная экосистема Интернета вещей (IIoT). Современные заводы, поставляющие оборудование на рынки России, СНГ и Азии, внедрили системы предиктивной аналитики, которые позволяют предотвращать простои до их возникновения.
В этом контексте особую роль играют специализированные предприятия, такие как ООО «Циндао Цзябэйдэ Машиностроение». Компания, являясь экспертом в разработке оборудования для переработки пластмасс, успешно расширила свой портфель решений, включив в него полный спектр линий для нанесения полимерных покрытий на сталь. Опыт производителя в создании линий для полиэтиленовых (PE), ПВХ и гофрированных труб позволил перенести передовые технологии экструзии и калибровки в сегмент стальных труб с пластиковым покрытием, обеспечив клиентам комплексные решения, сочетающие эффективность, стабильность и адаптивность под различные отраслевые задачи.
Ключевым трендом текущего года стало внедрение адаптивных систем управления температурным режимом. Традиционные методы нагрева часто приводили к неравномерному распределению тепла по окружности трубы, что вызывало дефекты покрытия, такие как «апельсиновая корка» или локальное отслоение. Новые линии оснащены многозонными индукционными нагревателями с обратной связью в реальном времени. Пирометры высокого разрешения сканируют поверхность трубы с частотой до 1000 Гц, передавая данные в центральный процессор, который мгновенно корректирует мощность индукторов. Это обеспечивает точность поддержания температуры подложки в пределах ±2°C, что является критическим параметром для химического сцепления полимера со сталью.
Еще одним прорывом стала технология «бесшовной» экструзии головки. В предыдущих поколениях оборудования место стыка полимерного рукава часто становилось слабым звеном при эксплуатации в условиях высокого давления или температурных перепадов. Производители оборудования в 2026 году представили головки с динамической регулировкой потока расплава, использующие сервоприводы для синхронизации скорости выхода полимера и движения трубы. Это позволило полностью устранить видимые швы и повысить гидравлическую гладкость внутренних поверхностей труб, что особенно важно для транспортировки вязких нефтяных фракций.
Цифровизация и удаленный мониторинг
Современная линия по производству стальных труб с пластиковым покрытием немыслима без облачных платформ мониторинга. Заводы-изготовители теперь предлагают оборудование с предустановленными модулями телеметрии, позволяющими владельцам производств отслеживать ключевые показатели эффективности (OEE) в режиме реального времени через защищенные каналы связи. Система собирает данные о:
- Расходе электроэнергии на каждом этапе процесса;
- Точности дозирования клеевых композиций (адгезивов);
- Вибрационных характеристиках экструдеров и тяговых устройств;
- Статистике брака и причинах его возникновения.
Такая прозрачность процессов позволяет не только оптимизировать текущее производство, но и планировать техническое обслуживание на основе фактического износа узлов, а не по календарному графику. Это снижает операционные расходы (OPEX) на 15–20% в годовом исчислении.
Детальный разбор технологического процесса: этапы и инновации
Понимание того, как работает современная линия, необходимо для правильного выбора конфигурации оборудования. Процесс нанесения пластикового покрытия (чаще всего полиэтилена PE или полипропилена PP) состоит из нескольких последовательных этапов, каждый из которых в 2026 году получил свои уникальные улучшения.
Подготовка поверхности: фундамент долговечности
Качество адгезии покрытия на 80% зависит от подготовки поверхности стали. Устаревшие методы пескоструйной очистки уступили место высокопроизводительным установкам дробеструйной очистки с использованием литой стальной дроби. Современные камеры очистки оснащены системами рекуперации абразива замкнутого цикла, что минимизирует потери материала и воздействие на окружающую среду.
Важнейшим параметром здесь является профиль шероховатости (анкерный профиль). Для обеспечения надежного сцепления с полимером необходимо достичь глубины профиля в диапазоне 50–90 микрон (стандарт Sa 2.5 по ISO 8501-1). Новые линии используют лазерные сканеры сразу после камеры очистки для контроля этого параметра. Если профиль выходит за допустимые пределы, система автоматически корректирует скорость подачи дроби или угол удара сопел.
После очистки труба проходит через станцию удаления пыли. В 2026 году широко применяются электростатические фильтры и ионизационные штанги, которые нейтрализуют статический заряд на поверхности металла, предотвращая повторное осаждение микрочастиц пыли перед нанесением покрытия.
Индукционный нагрев: сердце производственной линии
Нагрев трубы до температуры нанесения покрытия (обычно 180–240°C для полиэтилена и выше для полипропилена) осуществляется методом индукции. Это бесконтактный способ, обеспечивающий быстрый и равномерный прогрев металла. Современные индукторы выполнены в виде сегментированных катушек, охватывающих трубу по всей окружности.
Инновация 2026 года заключается в использовании силовой электроники на базе карбида кремния (SiC), которая повышает КПД индукционных установок до 96%. Кроме того, внедрены системы активного охлаждения катушек с использованием дистиллированной воды и гликолевых смесей, что позволяет работать в непрерывном режиме 24/7 без перегрева даже при производстве труб большого диаметра.
Критически важным аспектом является контроль температуры непосредственно перед экструзией. Перегрев приводит к деградации полимера, а недогрев — к плохой адгезии. Многоканальные пирометрические системы, установленные непосредственно перед головкой экструдера, гарантируют, что каждая точка поверхности трубы имеет идеальную температуру для химической реакции с адгезивом.
Нанесение адгезива и основного покрытия
Процесс нанесения трехслойного покрытия (3LPE/3LPP) начинается с экструзии слоя сополимера (адгезива). Этот слой выполняет функцию «клея», обеспечивая химическую связь между эпоксидной грунтовкой (которая часто наносится порошковым методом перед основным нагревом или формируется в процессе) и основным полимерным слоем.
В 2026 году наблюдается переход на новые марки адгезивов с повышенной термостабильностью, что позволяет использовать линии для производства труб, работающих при температурах до 140°C. Экструдеры для адгезива оснащены системами вакуумной дегазации расплава, удаляющими влагу и летучие вещества, которые могли бы вызвать образование микропор в покрытии.
Основной слой полиэтилена или полипропилена наносится методом боковой экструзии с формированием рукава или через кольцевую головку. Современные головки позволяют регулировать толщину покрытия в осевом и радиальном направлениях с точностью до 0,1 мм. Это дает возможность оптимизировать расход дорогостоящего полимерного сырья, снижая себестоимость погонного метра трубы без потери защитных свойств.
Охлаждение и калибровка
Сразу после нанесения расплавленный полимер должен быть быстро и равномерно охлажден для фиксации структуры и предотвращения провисания. Водяные ванны охлаждения эволюционировали в многоступенчатые системы с каскадным протоком воды различной температуры. Первая ступень обеспечивает шоковое охлаждение для формирования внешней корки, последующие ступени позволяют снять внутренние напряжения в материале.
Для труб большого диаметра используются системы внутреннего охлаждения (спрей-охлаждение изнутри трубы), что значительно сокращает длину производственной линии и экономит производственные площади. Лазерные датчики диаметра и толщины стенки, установленные после ванны охлаждения, предоставляют оператору полную карту геометрии готовой трубы.
Анализ рыночных цен и факторов стоимости в 2026 году
Вопрос ценообразования на линию по производству стальных труб с пластиковым покрытием в 2026 году стал сложнее из-за волатильности цен на сырье, изменений в логистических цепочках и технологического усложнения оборудования. Стоимость линии варьируется в широком диапазоне в зависимости от производительности, диапазона диаметров обрабатываемых труб и уровня автоматизации.
Структура затрат на приобретение оборудования
При бюджетировании проекта необходимо учитывать не только базовую стоимость машины, но и сопутствующие расходы. Ниже приведена ориентировочная структура инвестиций для линии средней производительности (до 10 метров в минуту, диапазон диаметров 57–1420 мм):
| Компонент линии | Доля в общей стоимости (%) | Примечания |
|---|---|---|
| Размоточное и передающее устройство | 5–8% | Включает систему центровки и роликовые опоры |
| Камера дробеструйной очистки | 12–15% | С системой рекуперации абразива и фильтрации |
| Индукционная установка нагрева | 20–25% | Самый энергоемкий и технологичный узел |
| Экструзионный комплекс (адгезив + полимер) | 25–30% | Включает экструдеры, головки и дозаторы |
| Система охлаждения и калибровки | 10–12% | Ванны, насосы, теплообменники |
| Тянущее устройство и отрезной станок | 8–10% | Гусеничные тяги с синхронным приводом |
| Система управления (АСУ ТП) и ПО | 10–15% | Шкафы управления, сенсорные панели, лицензии ПО |
Общая стоимость полной производственной линии «под ключ» в 2026 году может варьироваться от 1.5 млн долларов США для компактных линий малого диаметра до 8–12 млн долларов США для тяжелых линий, способных обрабатывать трубы диаметром до 1620 мм с высокой скоростью. Китайские производители предлагают решения в нижнем ценовом сегменте (на 20–30% дешевле европейских аналогов), однако разница в стоимости часто нивелируется расходами на энергопотребление, ремонт и более короткий срок службы критических узлов.
Факторы, влияющие на цену в 2026 году
- Курс валют и логистика: Несмотря на развитие локальных производств компонентов, многие высокоточные подшипники, частотные преобразователи и сенсоры все еще импортируются. Логистические издержки остаются значительной статьей расходов.
- Стоимость сырья для оборудования: Рост цен на медь (для обмоток индукторов) и специализированные стали влияет на себестоимость изготовления самих машин.
- Уровень локализации: Линии, собранные с использованием максимального количества компонентов местного производства (в РФ или странах ЕАЭС), становятся более привлекательными благодаря государственным программам субсидирования и отсутствию таможенных пошлин.
- Сервисный пакет: Все больше заводов включают в базовую стоимость расширенный гарантийный пакет, обучение персонала и удаленную техническую поддержку на первые 2–3 года работы.
Сравнительный анализ производителей оборудования: Европа, Китай и Россия
Выбор поставщика линии по производству стальных труб с пластиковым покрытием является стратегическим решением. В 2026 году рынок четко сегментирован, и каждый регион предлагает свои преимущества и риски.
Европейские производители (Германия, Италия)
Традиционно лидирующие позиции занимают компании из Германии и Италии. Их оборудование характеризуется высочайшей надежностью, прецизионной точностью и передовыми инженерными решениями.
- Преимущества: Срок службы оборудования превышает 20 лет; минимальный процент брака; передовые системы энергосбережения; полное соответствие самым строгим экологическим нормам ЕС.
- Недостатки: Высокая начальная стоимость; длительные сроки поставки (до 12–18 месяцев); сложности с сервисным обслуживанием и поставкой запчастей в условиях санкционных ограничений.
- Ценовой сегмент: Премиум.
Китайские производители
За последнее десятилетие китайский машиностроительный сектор совершил огромный скачок. В 2026 году ведущие китайские заводы, включая таких игроков, как ООО «Циндао Цзябэйдэ Машиностроение», предлагают линии, которые по функционалу практически не уступают европейским аналогам, но стоят значительно дешевле. Специализация компании на полном цикле производства трубного оборудования — от водогазопроводных PE-труб до крупнокалиберных гофрированных и спирально-навитых конструкций — позволяет интегрировать лучшие практики экструзии в линии для стальных труб.
- Преимущества: Конкурентная цена; гибкость в кастомизации под требования заказчика; короткие сроки изготовления (6–9 месяцев); готовность к интеграции российских систем автоматики; широкий опыт в различных типах полимерной переработки.
- Недостатки: Варьирование качества комплектующих (требуется тщательный аудит завода); иногда более высокое энергопотребление; необходимость наличия квалифицированных инженеров для пусконаладки.
- Ценовой сегмент: Средний и бюджетный.
Российские производители и сборщики
В ответ на внешние вызовы в России активно развивается собственное производство оборудования для трубной промышленности. Многие компании перешли от простой сборки к глубокой локализации, разрабатывая собственные индукторы, экструдеры и системы управления.
- Преимущества: Полная независимость от санкционных рисков; быстрая реакция сервисных служб; возможность модернизации существующих советских и постсоветских линий; поддержка государством (льготные кредиты, гранты).
- Недостатки: Ограниченный опыт в производстве линий сверхвысокой производительности для больших диаметров; зависимость от импорта некоторых электронных компонентов (хотя ситуация быстро меняется благодаря партнерам из Азии).
- Ценовой сегмент: Средний.
Экономическая эффективность и окупаемость инвестиций
Инвестиции в современную линию по производству стальных труб с пластиковым покрытием должны рассматриваться через призму долгосрочной экономической эффективности. Трубы с полимерным покрытием имеют значительно более высокую добавленную стоимость по сравнению с черными трубами. Разница в цене может достигать 30–50%, что обеспечивает высокую маржинальность производства.
Факторы рентабельности
Ключевыми драйверами прибыли являются:
- Снижение расхода полимера: Точные системы дозирования и экструзии позволяют снизить толщину покрытия до минимально допустимых значений без потери качества, экономя до 10% сырья.
- Энергоэффективность: Современные индукционные нагреватели и системы рекуперации тепла от охлаждающей воды могут снизить потребление электроэнергии на 20–25%.
- Минимизация брака: Автоматические системы контроля качества снижают количество отбракованной продукции до менее 0.5%, что критически важно при работе с дорогими материалами.
- Высокая скорость производства: Увеличение скорости линии с 5 до 8 метров в минуту пропорционально увеличивает выпуск продукции и снижает условно-постоянные расходы на единицу товара.
Средний срок окупаемости (ROI) для современной линии в 2026 году составляет от 2.5 до 4 лет, в зависимости от загрузки мощностей и конъюнктуры рынка трубной продукции. При реализации крупных инфраструктурных проектов (газификация регионов, строительство магистральных нефтепроводов) срок окупаемости может сократиться до 1.5–2 лет.
Перспективы развития и выводы
Рынок оборудования для нанесения пластиковых покрытий на стальные трубы находится в стадии активной трансформации. К 2026 году четким трендом стало движение в сторону «умных» заводов, где человеческий фактор сведен к минимуму, а процессы управляются алгоритмами искусственного интеллекта. Покупателям оборудования следует обращать внимание не только на цену, но и на возможность масштабирования, энергоэффективность и наличие цифровой экосистемы.
Для российских производителей открытие новых ниш связано с импортозамещением компонентов и созданием собственных инжиниринговых центров. Успех будет за теми компаниями, которые смогут предложить баланс между передовыми технологиями, надежностью и адаптированностью к местным условиям эксплуатации. Линия по производству стальных труб с пластиковым покрытием перестала быть просто набором механизмов; сегодня это сложный инвестиционный актив, требующий профессионального подхода к выбору, внедрению и эксплуатации.
В заключение, выбор оборудования в 2026 году диктуется не столько желанием сэкономить на покупке, сколько стремлением минимизировать совокупную стоимость владения (TCO) на протяжении всего жизненного цикла предприятия. Инвестиции в качественные технологии сегодня — это гарантия конкурентоспособности и устойчивости бизнеса в будущем.
Источники информации
- Источник: Министерство промышленности и торговли РФ (2026)
- Источник: РБК — Промышленный обзор рынка трубной продукции (2026)
- Источник: Коммерсантъ — Технологии машиностроения и инвестиции (2026)
- Источник: Росстат — Данные по производству оборудования для металлургии (2026)
- Источник: ISO — Стандарты защиты от коррозии (ISO 21809, 2025 ed.)