Высокотехнологичная линия производства толстых панелей из ПЭ: эффективность и надежность
2026-03-30
- Введение: Эволюция производства полиэтиленовых листов в эпоху индустрии 4.0
- Технологическое сердце линии: Экструзия и гомогенизация расплава
- Формование и калибровка: Борьба за геометрическую точность
- Интеллектуальная автоматизация: От опыта оператора к данным
- Экономическая эффективность и энергосбережение
- Роль специализированных производителей: Пример ООО «Циндао Цзябэйдэ»
- Применение продукции и рыночные перспективы
- Критерии выбора оборудования: На что обратить внимание инвестору
Введение: Эволюция производства полиэтиленовых листов в эпоху индустрии 4.0
Современная промышленность переживает фундаментальную трансформацию, где эффективность производства и качество конечного продукта становятся критическими факторами конкурентоспособности. В секторе переработки полимеров особое место занимает производство толстых листов из полиэтилена (ПЭ). Эти материалы, обладающие исключительной химической стойкостью, ударопрочностью и долговечностью, являются незаменимыми элементами в химической промышленности, строительстве, горнодобывающей отрасли и машиностроении. Однако растущий спрос на высококачественные ПЭ-панели толщиной от 5 до 60 мм и шириной до 4500 мм требует от производителей перехода от традиционных методов к высокотехнологичным решениям.
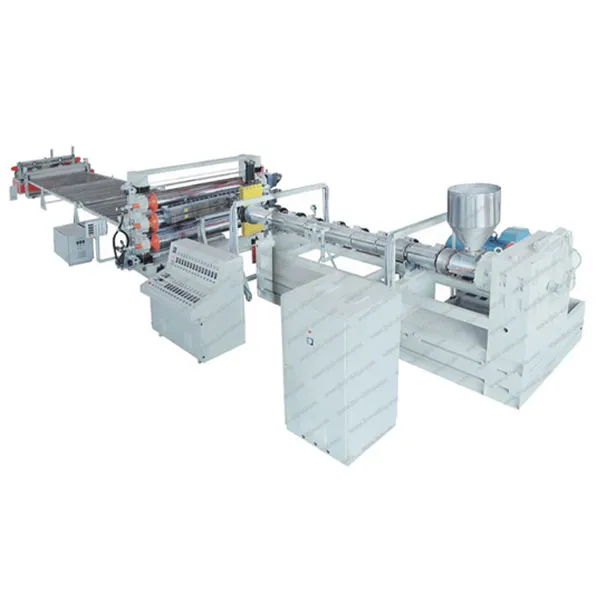
Ключевым элементом этой эволюции становится современная линия по производству толстолистовых панелей из пэ. Сегодня это не просто набор механических узлов, а сложный киберфизический комплекс, объединяющий передовую экструзию, прецизионную систему калибровки и интеллектуальные алгоритмы управления. В данной статье мы подробно рассмотрим технологические особенности, экономические преимущества и стратегические тренды, определяющие развитие рынка оборудования для производства ПЭ-толстолистов в 2026 году.
Технологическое сердце линии: Экструзия и гомогенизация расплава
Основой любой качественной линии является экструдер. В контексте производства толстых панелей требования к этому узлу многократно возрастают. Традиционные одношнековые экструдеры часто не справляются с задачей обеспечения однородности расплава при высоких скоростях выхода, что приводит к внутренним напряжениям и дефектам в готовом листе. Современные решения, предлагаемые ведущими производителями оборудования, такими как Наньтун Юаньсу (Nantong Yuansu) и другие лидеры рынка, оснащаются высокопроизводительными одношнековыми экструдерами нового поколения или двухшнековыми системами.
Критически важным элементом является наличие барьерных шнеков и элементов интенсивного смешения. Эти компоненты обеспечивают тщательную дисперсию пигментов (если производится цветной лист) и добавок, таких как антипирены или УФ-стабилизаторы, без деградации полимерной цепи. Для производства листов большой толщины (до 60 мм) необходимо поддерживать стабильное давление расплава, что достигается за счет оптимизированной геометрии шнека и использования редукторов с твердосменными зубчатыми колесами премиум-класса.
Система подачи сырья также претерпела изменения. Автоматизированные системы дозирования, интегрированные непосредственно в горловину экструдера, позволяют с микронной точностью контролировать соотношение первичного гранулята и вторичного сырья (регранулята), что особенно актуально в свете глобального тренда на циркулярную экономику. Это гарантирует, что линия по производству толстолистовых панелей из пэ будет не только производительной, но и экологически ответственной, минимизируя отходы и энергопотребление на единицу продукции.
Формование и калибровка: Борьба за геометрическую точность
После выхода из экструдера расплав попадает в фильеру (головку). Для широких листов (до 4500 мм) используются рыбье-хвостовые или вешалочные типы головок, изготовленные из высоколегированных сталей с хромированным покрытием внутренней полости. Главная задача фильеры — обеспечить равномерное распределение потока полимера по всей ширине листа. Малейшая неравномерность приведет к вариациям толщины, что недопустимо для последующей механической обработки панелей.
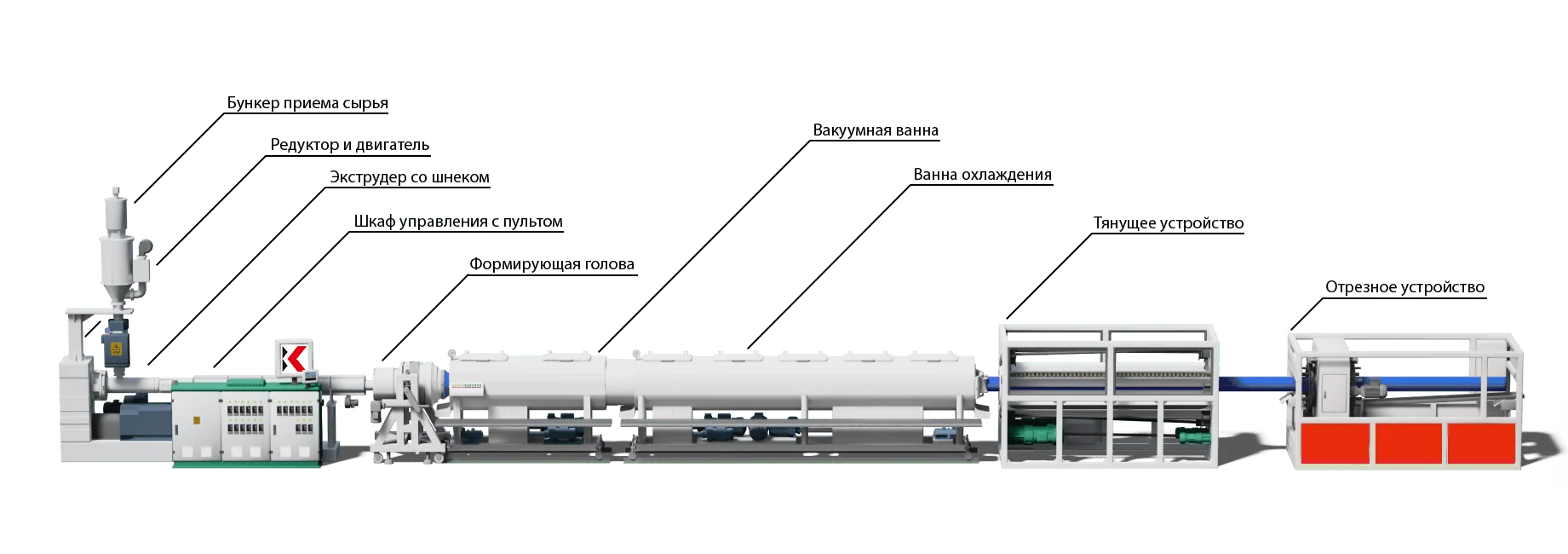
Следующим критическим этапом является процесс калибровки и охлаждения. Именно здесь формируется финальная геометрия изделия. В современных линиях применяются многосекционные вакуумные калибраторы с независимой регулировкой температуры в каждой зоне. Использование водкольцевых систем охлаждения позволяет эффективно отводить тепло от массивных листов, предотвращая образование пустот внутри материала и коробление поверхности.
Особое внимание уделяется системе тянущих устройств. Для толстых панелей требуются мощные гусеничные тянущие машины с большим количеством прижимных роликов (от 6 до 12 пар), обеспечивающих равномерное усилие по всей ширине листа без проскальзывания. Синхронизация скорости тяги со скоростью экструзии осуществляется через единую систему управления, что исключает разрывы полотна или его натяжение, ведущее к остаточным деформациям. Только такая интеграция позволяет утверждать, что данная линия по производству толстолистовых панелей из пэ соответствует высочайшим стандартам точности размеров.
Интеллектуальная автоматизация: От опыта оператора к данным
Один из самых значимых трендов 2026 года — переход от управления оборудованием «по ощущениям» опытного оператора к полностью дата-ориентированному контролю. Прошли те времена, когда настройка линии занимала часы проб и ошибок. Современные комплексы оснащены продвинутыми системами на базе ПЛК (программируемых логических контроллеров), часто от таких брендов как Siemens или Allen-Bradley, и снабжены большими сенсорными панелями оператора.
Интеллектуальная система мониторинга в реальном времени отслеживает сотни параметров: давление расплава, температуру в зонах цилиндра и фильеры, скорость вращения шнека, уровень вакуума в калибраторе, температуру охлаждающей воды и скорость тяги. Алгоритмы машинного обучения анализируют эти данные и автоматически вносят микро-корректировки для поддержания процесса в оптимальном окне. Например, если датчик фиксирует малейшее колебание температуры расплава, система мгновенно корректирует нагреватели или скорость шнека, предотвращая появление брака.
Это приводит к радикальному повышению показателя «комплексной производительности». Если раньше фокус был на максимальной скорости экструзии (кг/час), то теперь ключевым метрикой становится выход годной продукции с учетом энергозатрат и стабильности. Передовые линии демонстрируют скорость производства 25–28 метров в минуту при уровне брака менее 0,8%, что на 20% эффективнее устаревших моделей. Более того, такие системы позволяют сохранять рецепты настроек для различных марок полиэтилена (ПНД, ПВД, сшитый ПЭ), обеспечивая быструю переналадку и минимизируя время простоя.

Экономическая эффективность и энергосбережение
В условиях роста цен на электроэнергию и сырье, энергоэффективность производственной линии выходит на первый план. Современная линия по производству толстолистовых панелей из пэ проектируется с учетом минимизации удельного расхода энергии на килограмм произведенного продукта. Это достигается за счет нескольких факторов:
- Оптимизированные двигатели: Использование двигателей с классом энергоэффективности IE4 или IE5 и частотных преобразователей, которые адаптируют потребление мощности под текущую нагрузку.
- Рекуперация тепла: Передовые системы позволяют использовать тепло от охлаждающих контуров для предварительного подогрева сырья или отопления производственных помещений.
- Снижение брака: Как упоминалось ранее, высокая стабильность процесса означает меньше отходов, что напрямую конвертируется в экономию сырья.
Инвестиции в такое оборудование окупаются значительно быстрее, чем в случае с дешевыми аналогами. Расчеты показывают, что за счет снижения потребления электроэнергии на 10–15% и увеличения выпуска годной продукции на 20%, дополнительная прибыль может покрыть разницу в стоимости оборудования за 12–18 месяцев. Кроме того, надежность ключевых компонентов, таких как редукторы и подшипниковые узлы, снижает затраты на техническое обслуживание и непредвиденные простои.
Роль специализированных производителей: Пример ООО «Циндао Цзябэйдэ»
Успех внедрения передовых технологий напрямую зависит от компетенций производителя оборудования. На рынке выделяются компании, которые не просто собирают машины, а разрабатывают комплексные решения, основанные на глубоком понимании физики полимеров. Ярким примером такого подхода является ООО «Циндао Цзябэйдэ Машиностроение» — специализированное предприятие, занимающееся разработкой и производством высокотехнологичного оборудования для переработки пластмасс.
Хотя основной портфель компании исторически сосредоточен на полном спектре линий для производства пластиковых труб (включая системы для водоснабжения, газоснабжения, крупнокалиберных гофрированных труб HDPE и спирально-навитых конструкций), накопленный инженерный опыт в области экструзии полиэтилена высокого давления делает их технологии крайне релевантными и для сектора листового производства. Глубокая экспертиза в работе с ПЭ-материалами, отточенная на создании сложных трубных профилей, позволяет применять аналогичные принципы стабильности экструзии, прецизионного контроля температуры и надежности приводных систем при создании линий для толстолистовых панелей.
Стремление «Циндао Цзябэйдэ» предоставлять клиентам эффективные, стабильные и охватывающие множество областей комплексные решения создает прочную основу для развития новых направлений, включая производство листовых материалов. Использование компонентной базы мирового уровня и адаптивных систем управления, проверенных в жестких условиях непрерывного трубного производства, гарантирует, что оборудование, разработанное при участии таких инженеров, способно обеспечивать высочайшее качество продукции и минимальный процент брака, что критически важно для инвесторов, вступающих в эпоху Индустрии 4.0.
Применение продукции и рыночные перспективы
Высокое качество панелей, производимых на современных линиях, открывает двери в самые требовательные сегменты рынка. Листы толщиной 5–60 мм широко используются для изготовления резервуаров и емкостей в химической промышленности, где необходима абсолютная коррозионная стойкость. В горнодобывающей отрасли ПЭ-листы служат футеровкой бункеров и желобов благодаря своей износостойкости и низкому коэффициенту трения. В строительстве они применяются для гидроизоляции тоннелей, создания защитных экранов и элементов опалубки.
Отдельного внимания заслуживает производство специальных модификаций, таких как огнестойкие (антипиреновые) панели или листы с повышенной устойчивостью к ультрафиолету для наружного применения. Гибкость современных линий позволяет быстро переключаться между стандартным ПЭ и композитными материалами, отвечая на специфические запросы заказчиков. Производители оборудования, такие как компании из провинции Цзянсу (Китай) или европейские бренды, все чаще предлагают модульные решения, позволяющие дооснащать линии дополнительными узлами для коэкструзии (многослойных листов) или онлайн-печати маркировки.
Рынок движется в сторону консолидации и повышения требований к качеству. Мелкие цеха с устаревшим оборудованием постепенно уходят с рынка, уступая место крупным производственным хабами, оснащенным высокотехнологичными комплексами. Тренд на локализацию производств также стимулирует спрос на надежные линии, способные работать в непрерывном режиме 24/7.
Критерии выбора оборудования: На что обратить внимание инвестору
При принятии решения о покупке новой производственной линии потенциальному инвестору необходимо руководствоваться не только ценой, но и совокупностью технических и сервисных характеристик. Вот ключевые аспекты, которые следует учитывать:
- Стабильность скорости и качества: Запрашивайте данные не о лабораторной максимальной скорости, а о реальной стабильной скорости производства с гарантированным процентом выхода годной продукции (не менее 98-99%).
- Компонентная база: Уточняйте бренды используемых комплектующих. Наличие ПЛК от мировых лидеров, качественных частотных преобразователей и редукторов известных марок является залогом долговечности.
- Адаптивность: Способна ли линия перерабатывать различные типы сырья, включая вторичный гранулят определенного качества, без потери свойств конечного продукта?
- Сервис и поддержка: