






Оборудование для экструдера
Когда говорят про оборудование для экструдера, многие сразу представляют себе сам экструдер — шнек, цилиндр, головку. Но это только вершина айсберга. На деле, если ты работал на линии, знаешь, что половина проблем возникает не с основной машиной, а с тем, что её окружает — с тем самым вспомогательным оборудованием. Частая ошибка — экономить на ?мелочах? вроде систем охлаждения или точных дозаторов, а потом месяцами ловить нестабильность гранул или перерасход сырья. Вот об этом и хочу порассуждать — не по учебнику, а так, как это бывает в цеху.
Шнек и цилиндр: не просто ?железка?
Начну с основного. Шнек — сердце системы. Но важно не просто купить ?какой-нибудь? шнек, а подобрать его под конкретный материал. Работал с полипропиленом и, скажем, с тем же ПВХ — это две большие разницы. Для ПП нужна иная геометрия витков, иная степень сжатия, часто — иное покрытие. Однажды поставили универсальный шнек на линию по переработке вторички ПЭТ — и получили постоянные заторы и перегрев. Пришлось переделывать. Цилиндр тоже не пассивный элемент. Его износостойкость, система зон нагрева, точность термопар — всё это влияет на стабильность температуры. А стабильность температуры — это уже 50% качества гранулы.
Здесь часто ищут простое решение, заказывая что-то стандартное. Но, по моему опыту, сотрудничество с производителями, которые готовы вникать в твой техпроцесс, даёт на порядок лучший результат. Например, знаю компанию ООО Циндао Цзябэйдэ Машиностроение — они из Циндао, и их подход как раз строится на глубокой проработке задачи. Они не просто продают оборудование для экструдера, а сначала выясняют, что именно ты будешь перерабатывать, в каких объёмах, какое сырьё на входе. Это их принцип ?человек — высшая ценность? на практике, а не на бумаге. Их сайт — jbd-extruder.ru — это не просто каталог, там много технических материалов, видно, что люди в теме.
Возвращаясь к шнеку. Важный нюанс — материал изготовления. Биметаллические цилиндры и шнеки с упрочнёнными напайками — это не маркетинг, а необходимость при работе с абразивными материалами или наполненными композициями. Экономия здесь приводит к тому, что через полгода интенсивной работы тебе нужно не обслуживание, а капитальный ремонт с заменой дорогостоящих узлов. Проверено на собственном горьком опыте.
Вспомогательное оборудование: где кроются главные проблемы
Вот тут и начинается самое интересное. Поставил отличный экструдер, а гранулятор не тянет или режет неровно. Или система охлаждения воды не обеспечивает нужную температуру, и гранулы слипаются. Вспомогательное оборудование — это как слаженный оркестр: если один инструмент фальшивит, вся музыка насмарку.
Например, дозатор сырья. Казалось бы, простой бункер с шнековым питателем. Но если его точность хромает, флуктуации в подаче будут вызывать колебания давления в головке экструдера. Результат — гранулы разного размера, неоднородное плавление. Особенно критично для цветных композиций или при работе с дорогими добавками.
Или система водяного охлаждения для гранулятора. Часто ставят простенькие чиллеры, которые не справляются с пиковыми нагрузками в летнюю жару. Вода тёплая, гранула не успевает застыть, ножи её мнут, а не режут. Получаешь не гранулы, а ?рис?. Пришлось однажды срочно модернизировать контур охлаждения, добавлять теплообменник. Теперь всегда обращаю внимание на запас по холодопроизводительности минимум на 30% от расчётной.
Электроника и управление: доверяй, но проверяй
Современное оборудование для экструдера немыслимо без системы управления. ПЛК, сенсорные панели, датчики по всей линии. Удобно? Безусловно. Но здесь таится другой подводный камень — сложность диагностики и зависимость от производителя. Когда ?падает? программа или выходит из строя специфический датчик, простой линии может затянуться на дни, пока ждёшь специалиста или прошивку.
Поэтому сейчас для себя выработал правило: выбирать системы с максимально открытой архитектурой и распространёнными компонентами. Чтобы ПЛК был от известного бренда (Siemens, Schneider), а датчики — стандартные, которые можно найти на рынке. Да, возможно, это немного дороже на старте, но окупается в первый же серьёзный сбой. Китайские производители, кстати, всё чаще это понимают. Те же ребята из ООО Циндао Цзябэйдэ Машиностроение, судя по их материалам, делают ставку на инновации и внедрение передовых технологий, но при этом, как я понял из описания их проектов, стараются использовать проверенные мировые компоненты в системах управления. Это разумный подход, сочетающий развитие и надёжность.
Ещё один момент по управлению — это сбор данных. Банальная регистрация параметров (температур по зонам, давления, оборотов) на протяжении смены потом помогает ?поймать? причину брака. Недооценивают эту функцию часто, а зря. Это не просто ?фича?, это рабочий инструмент технолога.
Сборка, монтаж и ?мелочи?
Можно купить лучшие в мире узлы, но если монтаж выполнен спустя рукава, оборудование никогда не выйдет на паспортные характеристики. Геометрическая соосность валов гранулятора и экструдера, качественная обвязка трубопроводов для теплоносителей, правильная разводка силовых и сигнальных кабелей — это та самая ?культура производства?, которую не купишь отдельно.
Помню случай, когда после пуско-наладки линия работала, но с постоянной вибрацией. Искали причину в дисбалансе шнека, в подшипниках. Оказалось, при монтаже фундаментной плиты не выдержали уровень, и рама экструдера стояла с едва заметным перекосом. Устранили — вибрация исчезла. Мелочь? Нет, это основа.
Сюда же отнесу и вопрос запчастей и сервиса. Оборудование будет изнашиваться, это нормально. Критично важно, чтобы ключевые запчасти (термопары, нагреватели, уплотнения шнека) были доступны и поставлялись быстро. Поэтому при выборе поставщика я всегда смотрю не только на цену станка, но и на наличие склада ЗИП в регионе или чёткие логистические схемы поставки. Компания, которая видит развитие в инновациях, но при этом имеет отлаженную сервисную сеть — это идеальный вариант.
Эволюция подхода: от машины к системе
Раньше мы покупали просто экструдер. Сейчас нужно думать о комплексе — о линии. И это меняет подход к выбору. Важна не только производительность отдельной единицы, а то, как они будут работать вместе. Как будет организована подача сырья от приёмного бункера к дозатору? Как будет отводиться и дробиться облой? Как будет осуществляться транспортировка готовой гранулы на фасовку?
Это уже уровень системного интегратора. Хорошо, когда один производитель, как ООО Циндао Цзябэйдэ Машиностроение, может предложить не просто отдельный экструдер, а проработать всю линию ?под ключ?. Их многолетняя деятельность в области исследований и разработки оборудования для переработки пластмасс как раз говорит о системном подходе. Когда все компоненты изначально спроектированы для совместной работы, это снижает количество ?узких мест? и проблем на стыке агрегатов.
В итоге, мой главный вывод такой: оборудование для экструдера — это не набор железок, а сложный технологический организм. Его эффективность определяется самым слабым звеном в цепи. И выбор этого оборудования — это не одномоментная покупка, это начало долгих отношений с поставщиком, который должен быть не просто продавцом, а техническим партнёром. Нужно смотреть на его опыт, на готовность решать нестандартные задачи, на философию работы. Потому что за цифрами производительности и КПД всегда стоят конкретные люди, их знания и их отношение к делу. А это, в конечном счёте, и решает всё на производстве.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Экструзионная линия для шлангов из ПУ, ТПУ, ПА
Экструзионная линия для шлангов из ПУ, ТПУ, ПА -
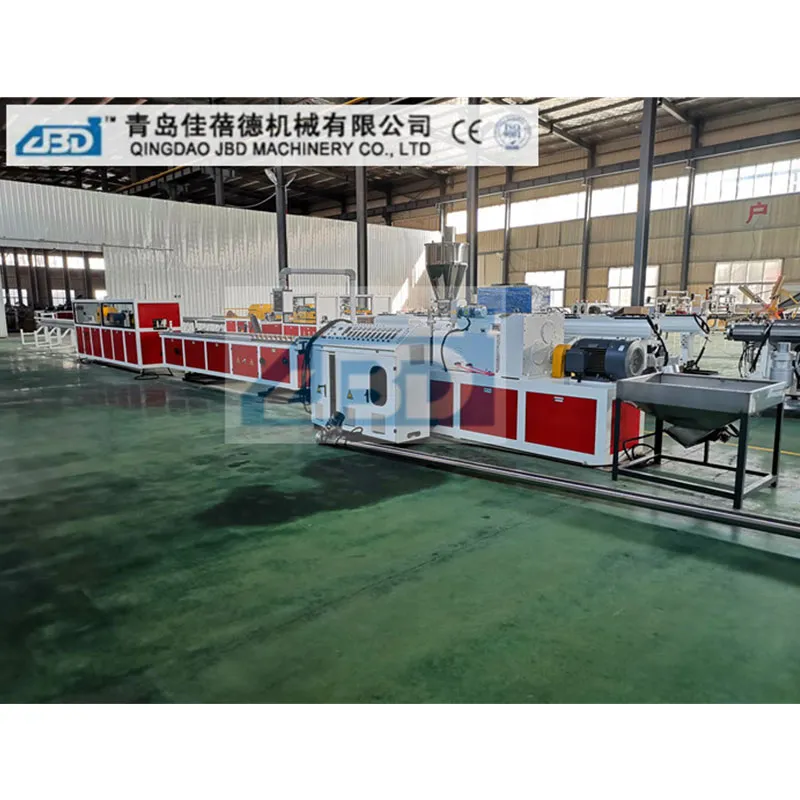 Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ
Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ -
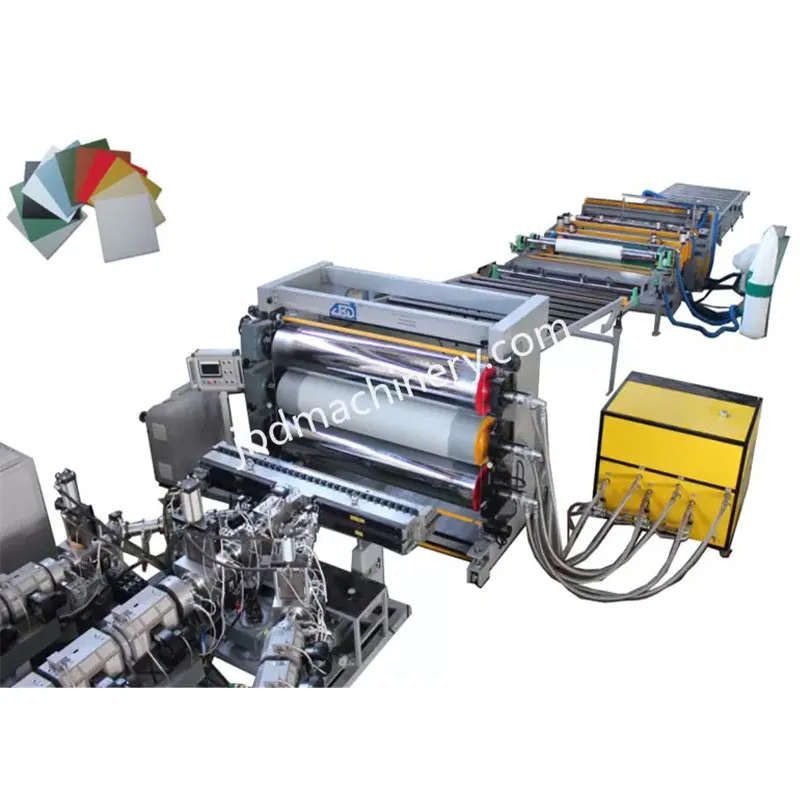
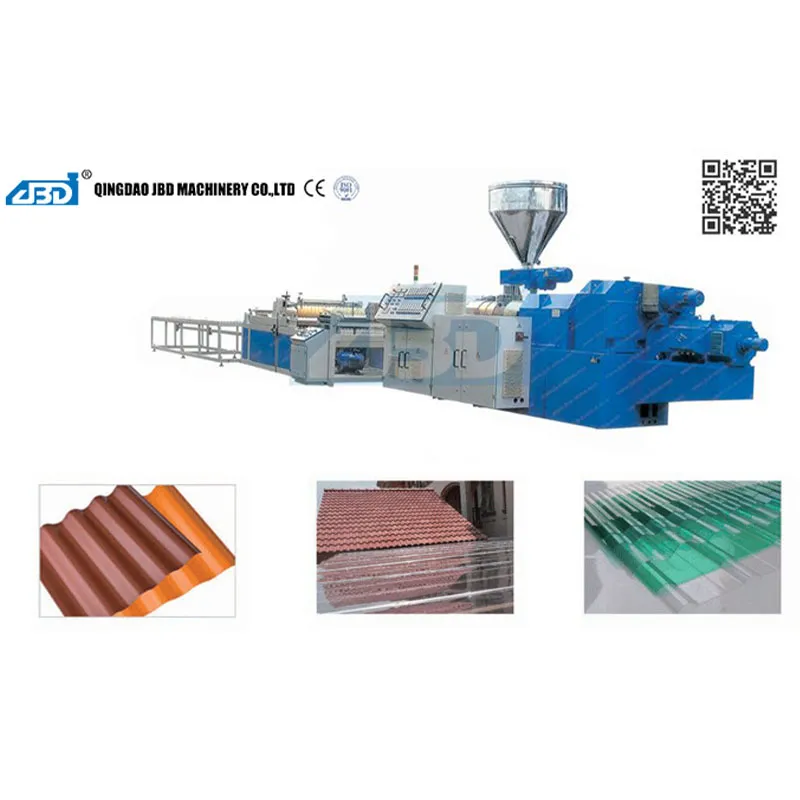 Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа
Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа -
 Смесительный агрегат серии SRL-Z
Смесительный агрегат серии SRL-Z -
 Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов
Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов -
 Двухшнековый экструдер
Двухшнековый экструдер -
 Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью
Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью -
 Сушилка для древесной муки
Сушилка для древесной муки -
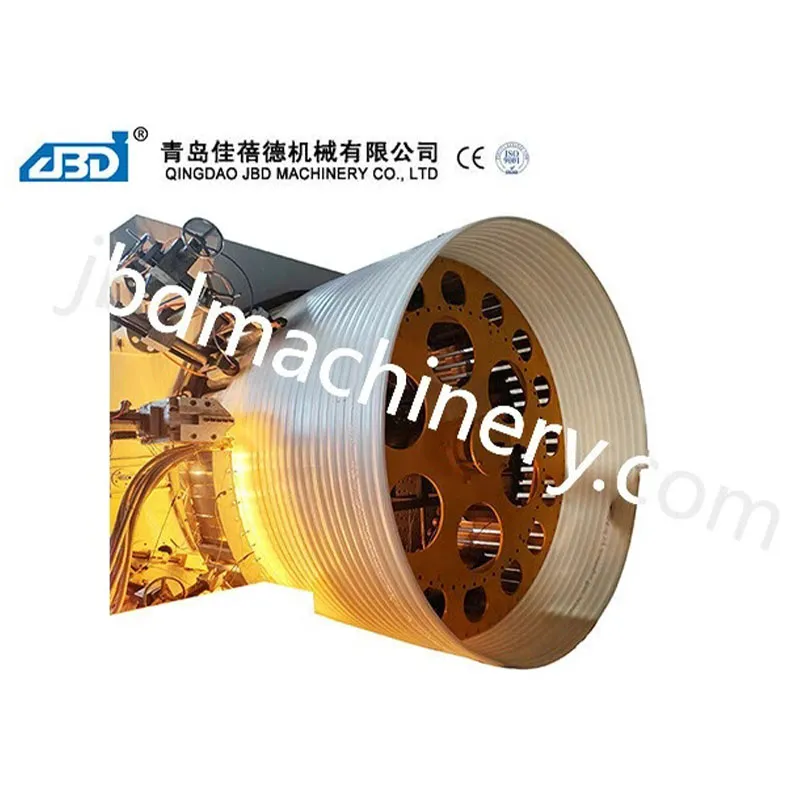 Производственная линия навивных химических резервуаров из ППГ
Производственная линия навивных химических резервуаров из ППГ -
 Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб
Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб -
 Станок с ЧПУ для деревообработки фрезерно-гравировальный
Станок с ЧПУ для деревообработки фрезерно-гравировальный -
 Трубы ПЭ с углеродным спиральным армированием
Трубы ПЭ с углеродным спиральным армированием
Связанный поиск
Связанный поиск- Линия по производству глазурованной плитки пвх
- Оборудование для стальных труб с пластиковым покрытием
- Линия по производству листов абс
- Линия по производству пустотелых панелей из пластика
- Линия по производству дренажных труб из пэ
- Линия по экструзионной обработке газопроводов
- Линия по производству панелей из вспененного пвх
- Линия по производству панелей для ванн
- Линия по производству глазурованной плитки
- Линия по производству толстолистовых панелей из пп