






Оборудование для производства сотовых панелей из пп и пэ
Когда слышишь ?оборудование для производства сотовых панелей из ПП и ПЭ?, многие сразу представляют себе просто экструдер и формовочный стол. Это, конечно, основа, но если вникнуть — там целая цепочка, где каждый узел критически важен. И главное — это не просто набор станков, а именно система, которую нужно выстроить и ?притереть?. Частая ошибка — думать, что купил линию, собрал — и пошло-поехало. На деле, между запуском и стабильным выпуском качественного сотового листа может лежать несколько месяцев проблем, подгонок и разочарований. Скажем так, сам по себе полипропилен или полиэтилен — материалы не капризные, но когда речь о сотах, о равномерном распределении расплава, о сварке слоев — тут начинается настоящая инженерия.
Ядро процесса: экструзия и формирование сотовой структуры
Итак, начнем с сердца линии — экструдера. Для сотовых панелей обычно нужны два, а то и три. Один — для плоских внешних слоев, другой — для внутреннего, того самого, который потом растянется в соты. И вот тут первый нюанс: экструдер для среднего слоя — это отдельная история. Ему нужна особая головка, которая выдаст множество параллельных пластов-заготовок, а не сплошной лист. Если головка спроектирована плохо, толщина этих ?лент? будет плясать, и потом вместо ровных ячеек получится нечто аморфное.
Многие производители оборудования грешат тем, что предлагают стандартные головки, мол, подойдут под все. Не верьте. Параметры зависят и от марки ПП/ПЭ, и от желаемой толщины конечного листа, и даже от температуры в цехе. У нас был случай, когда линия вроде бы работала, но сотовый слой получался с разной плотностью. Долго искали причину — оказалось, термопары в головке для среднего слоя стояли с неверной калибровкой, и температурный профиль по ширине был нелинейным. Пришлось переделывать.
Кстати, о производителях. Сейчас на рынке много игроков, но когда нужна надежность и, что важно, техническая поддержка, часто смотришь в сторону проверенных компаний. Например, ООО Циндао Цзябэйдэ Машиностроение (сайт — https://www.jbd-extruder.ru) давно занимается именно оборудованием для переработки пластмасс. В их подходе чувствуется, что они вникают в процесс. Они не просто продают станок, а могут предложить решения под конкретную задачу — ту же самую головку для сотового слоя доработать под сырье с определенным МФР. Это ценно.
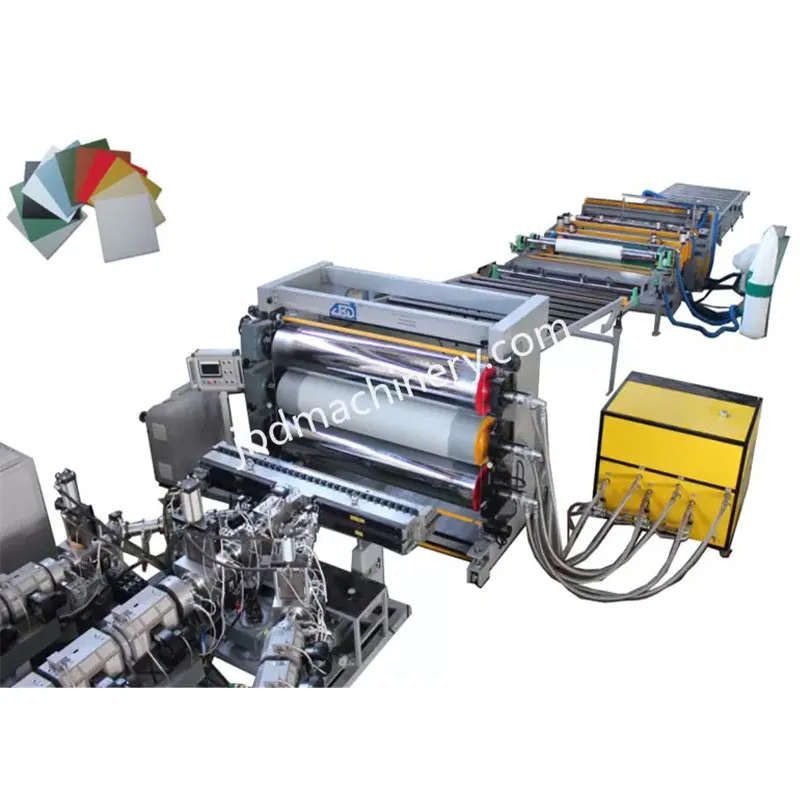
Формовочный стол и калибровка: где рождается геометрия
После экструдера горячий ?сэндвич? из слоев попадает на формовочный стол. И вот тут — второй ключевой момент. Многие недооценивают важность системы вакуумного калибрования и охлаждения. Если охлаждать неравномерно, лист поведет, возникнут внутренние напряжения. А они потом вылезут, когда панель будут резать или монтировать — коробление обеспечено.
Стол должен быть идеально ровным, а система водяного охлаждения — иметь точную регулировку температуры по зонам. Мы как-то пробовали сэкономить и взяли линию с упрощенной системой охлаждения. В итоге, при производстве толстых панелей (скажем, 15-20 мм) в середине листа оставалась остаточная температура, и после полного остывания геометрия ?гуляла?. Пришлось докупать и монтировать дополнительную калибровочную установку уже в процессе, что вышло дороже, чем если бы сразу взяли полноценный вариант.
Именно в таких узлах и видно, насколько производитель в теме. На том же сайте jbd-extruder.ru в описаниях их линий для сотового поликарбоната (а принцип схож) видно внимание к системам точного температурного контроля и калибровки. Это говорит о том, что они сталкивались с реальными производственными проблемами и закладывают их решение в конструкцию.
Сырье и его капризы: ПП vs ПЭ
Теперь о материале. ПП (полипропилен) и ПЭ (полиэтилен) — оба используются, но ведут себя по-разному. ПП жестче, дает более стабильную сотовую структуру, но требует более высоких температур экструзии и чувствителен к перегреву — может подгорать в головке. ПЭ, особенно высокой плотности (ПЭВП), более вязкий, с ним сложнее добиться четкого формирования тонких стенок ячеек, зачем он часто дешевле и обладает лучшей химической стойкостью.
Выбор сырья — это всегда компромисс между стоимостью, требуемыми механическими свойствами панели и настройками линии. Одна и та же линия, заправленная гранулятом ПП и ПЭ, будет работать с разными параметрами. Нужно перенастраивать температуры по цилиндрам экструдера, скорость вращения шнеков, температуру головки. Это не пятиминутное дело.
И здесь снова важно, чтобы поставщик оборудования понимал эти нюансы и мог дать четкие рекомендации по настройке под разное сырье. Из описания компании ООО Циндао Цзябэйдэ Машиностроение видно, что они ?неизменно остаются на переднем крае индустрии?, а это как раз подразумевает глубокие знания о поведении разных полимеров в процессе экструзии. Такие компании обычно имеют лаборатории для испытаний, что очень помогает клиенту.
Вспомогательное оборудование: без чего линия не линия
Часто заказчики фокусируются на основном оборудовании, экономя на ?мелочах?. А потом эти ?мелочи? становятся узким местом. Например, система подачи и дозирования сырья. Для сотовых панелей часто используют регранулят или смесь первичного и вторичного материала. Если дозатор неточный, состав смеси будет плавать, а значит, и свойства расплава — тоже. Это прямой путь к браку.
Еще один критичный узел — тянущее устройство. Оно должно обеспечивать абсолютно равномерное, без рывков, движение полотна через весь формовочный стол. Любой проскальзывание — и геометрия ячеек нарушится. Мы ставили сервоприводные системы, и это того стоило.
И, конечно, торцевой резак. Резка вспененного сотового листа — тоже искусство. Нужен острый нож и правильная скорость, чтобы не помять кромку. Иногда проще и дешевле заказать комплексное решение у одного поставщика, который несет ответственность за всю линию в сборе. Как раз подход, который декларирует ООО Циндао Цзябэйдэ Машиностроение, — ?залог выживания в качестве, а путь развития — в инновациях? — работает здесь. Они исследуют и разрабатывают оборудование как систему, а это минимизирует риски несовместимости отдельных узлов.
Пуско-наладка и человеческий фактор
Самая интересная часть начинается, когда оборудование смонтировано. Пуско-наладка — это не просто нажатие кнопки ?Пуск?. Это дни, а то и недели тонкой регулировки. Температура в каждой зоне цилиндра экструдера, температура головки, скорость вытягивания, давление вакуума на формовочном столе — все взаимосвязано. Мастер-наладчик с опытом — на вес золота. Он по виду расплава на выходе из головки, по звуку работы линии может определить, что не так.
Помню, как мы выводили линию на стабильный режим. Первые метры листа шли в брак — то ячейки рвались, то слои плохо спаивались. Сидели, смотрели, меняли параметры буквально по градусу, по пол-оборота вентиля. И только на третий день получили первый приемлемый образец. Это нормально. Ожидать, что все заработает идеально с первого раза — наивно.
Поэтому при выборе поставщика критически важно смотреть не только на цену станков, но и на наличие грамотной службы поддержки, которая поможет дистанционно или вышлет инженера. Компании, которые, как ООО Циндао Цзябэйдэ Машиностроение, расположены в крупном транспортном узле (Циндао — портовый город с хорошей логистикой), часто имеют больше возможностей для оперативной отправки специалистов или запасных частей, что в моменте спасения производства может решить все.
Вместо заключения: мысль вслух
Так что, возвращаясь к началу. Оборудование для производства сотовых панелей из ПП и ПЭ — это не товар из каталога. Это, скорее, проект. Проект, где нужно учесть и сырьевую базу, и требования к конечному продукту, и квалификацию персонала, и возможность техподдержки. Экономия на этапе покупки часто оборачивается многократными потерями на этапе запуска и эксплуатации.
Сейчас рынок предлагает много вариантов, от простых до высокоавтоматизированных линий. Выбор должен быть осознанным. И иногда лучше обратиться к тем, кто, судя по всему, вкладывается в исследования и развитие, как та же компания из Циндао. Потому что в конечном счете, ты покупаешь не просто железо, а стабильность своего технологического процесса на годы вперед. А это, пожалуй, главное.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ
Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ -
 Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб
Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб -
 Экструзионная линия для профилей угловых защитных накладок из ПВХ
Экструзионная линия для профилей угловых защитных накладок из ПВХ -
 Производственная линия сотовых панелей из поликарбоната
Производственная линия сотовых панелей из поликарбоната -
 Раструбная машина для труб
Раструбная машина для труб -
 Оборудование для обработки окон и дверей
Оборудование для обработки окон и дверей -
 Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА
Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА -
 Станок с ЧПУ для деревообработки фрезерно-гравировальный
Станок с ЧПУ для деревообработки фрезерно-гравировальный -
 Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС
Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС -
 Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией
Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ -
 Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП
Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП
Связанный поиск
Связанный поиск- Линия по производству решетчатых панелей из пп
- Линия по производству листов абс
- Линия по производству труб с металлопластиковым покрытием
- Оборудование для экструдера
- Линия по производству толстолистовых панелей из пп
- Линия по производству глазурованной плитки
- Линия по производству листов пс
- Линия по производству толстолистовых панелей из пвх
- Линия по производству панелей для ванн
- Линия по производству толстолистовых панелей из пэ