






Линия по производству толстолистовых панелей из пэ
Когда говорят про линию по производству толстолистовых панелей из ПЭ, многие сразу представляют себе просто мощный экструдер и каландр. Но это лишь верхушка айсберга. На деле, если ты хочешь получить стабильный лист толщиной, скажем, от 15 до 40 мм, с равномерной плотностью и без внутренних напряжений, которые потом вылезут короблением, — тут начинается настоящая инженерия. Частая ошибка — гнаться за максимальной производительностью, жертвуя стабильностью температурных зон или качеством калибровки. А потом удивляются, почему лист пошел волной или в нем появились пузыри.
Сердце линии: экструдер и не только
Всё начинается с подачи сырья. Речь, конечно, о полиэтилене, часто вторичном или смешанном. И вот первый нюанс: система дозирования и предварительной сушки/подогрева. Если не обеспечить равномерную подачу и однородность расплава на входе в экструдер, все дальнейшие усилия могут пойти насмарку. Мы как-то пробовали сэкономить на этом узле, поставили более простой бункер-питатель — и получили колебания толщины готового листа до 10%. Пришлось переделывать.
Сам экструдер — это отдельная история. Для толстых листов нужен не просто большой диаметр шнека, а именно геометрия, рассчитанная на высокое давление и вязкий расплав. Важна длина, соотношение зон, система охлаждения цилиндра. Часто используют двухшнековые модели конического типа, они лучше справляются с гомогенизацией. Я видел линии, где стояли агрегаты от ООО Циндао Цзябэйдэ Машиностроение — обратил внимание на их подход к зональному температурному контролю. У них, если заглянуть на сайт https://www.jbd-extruder.ru, видно, что компания делает ставку на инновации в переработке пластмасс, и это чувствуется в деталях: например, в конструкции нагревателей и датчиков, которые минимизируют перепады по длине цилиндра.
Но экструдер выдаёт ?колбасу?. Дальше — фильера. Для толстолистовых панелей это обычно щелевая головка, и её проектирование — почти искусство. Распределительные каналы должны компенсировать разницу в скорости течения расплава от центра к краям, иначе кромки листа будут плотнее или, наоборот, рыхлее. Малейшая неточность в полировке внутренних поверхностей — и на листе появится полоса. Мы однажды столкнулись с дефектом, похожим на ?акулий зуб? — продольную полосу с изменённой структурой. Долго искали причину, оказалось, микроскопическая выработка в манжете фильеры.
Калибровка и охлаждение: где рождается геометрия
С выхода фильеры расплав попадает в каландр или систему валков. Вот здесь многие недооценивают важность именно первого контакта. Если валки не отбалансированы или их температура отличается даже на несколько градусов от заданной, материал начнёт прилипать или, наоборот, отставать. Для толстых листов часто используют трёх- или четырёхвалковые системы с постепенным снижением температуры. Первые валки — самые горячие, они формируют первоначальную толщину, последующие — калибруют и охлаждают.
Система охлаждения — это не просто вода, бегущая по трубам. Это точный контроль температуры каждого валка, часто по секциям. Идеально, если есть возможность независимого регулирования. На одной из старых линий, которые мы модернизировали, охлаждение было общим для всех валов. В итоге летом, при высокой температуре в цехе, нижние валки перегревались, и лист снизу получался с матовой, шероховатой поверхностью. Пришлось проектировать раздельный контур.
Ещё один критичный момент — система съёма и натяжения. Толстый и ещё не до конца остывший лист довольно тяжёл и пластичен. Если тянуть его слишком сильно, он вытянется; если слабо — провиснет и может деформироваться. Здесь нужны приводные тянущие валки с плавной регулировкой скорости, синхронизированные с каландром. Часто ставят ленточные транспортеры для поддержки по всей длине.
Резка и складирование: финальные штрихи
Казалось бы, что сложного в том, чтобы разрезать лист? Но с толщиной от 20 мм и выше обычные гильотинные ножи могут давать сколы по кромке, особенно если материал переохлаждён и стал хрупким. Оптимально — дисковые пилы с подачей охлаждающей жидкости или терморезка. Но терморезка требует точного контроля, чтобы не оплавить края. Мы экспериментировали с лазерной резкой для точных заготовок — эффективно, но дорого в обслуживании для постоянного потока.
После резки идёт либо укладка в пачки, либо намотка в рулоны (для более тонких вариантов толстого листа). Автоматический укладчик должен бережно обращаться с поверхностью листа. Любой скол или царапина — брак. Часто здесь ставят прокладочные листы из плёнки или бумаги, особенно если поверхность глянцевая.
Система управления всем этим хозяйством — это отдельный разговор. Хорошая линия должна иметь не просто кнопки ?старт/стоп?, а возможность тонкой настройки каждого параметра: температуры по зонам, скорости вращения шнека и валков, натяжения. И самое главное — система должна запоминать рецепты для разных типов сырья и толщин. Переход с одного режима на другой не должен занимать полсмены и тонну брака.
Сырьё и его капризы
Всё вышесказанное работает идеально только с идеальным сырьём. Но в реальности часто работают со вторичным ПЭ, который может иметь разную степень загрязнения, влажности, фракционный состав. Это напрямую влияет на настройки линии. Например, повышенная влажность требует либо более интенсивной дегазации в экструдере (если она предусмотрена), либо предварительной сушки. А разные примеси могут менять вязкость расплава.
Был у нас опыт с партией сырья, где попадались включения другого, более тугоплавкого пластика. На фильере стали появляться заторы, давление скакало. Пришлось ставить более грубые фильтрующие сетки и снижать общую производительность, чтобы не рвало предохранительные мембраны. Это к вопросу о том, что линия должна иметь некоторый запас прочности и адаптивности.
Иногда заказчики хотят получить лист с определёнными свойствами: повышенной ударной вязкостью, УФ-стабильностью. Тогда в состав вводятся добавки, которые тоже влияют на процесс экструзии. Некоторые добавки, например, могут снижать трение, что требует коррекции параметров шнека.
Мысли в сторону и практический вывод
Глядя на описание компании ООО Циндао Цзябэйдэ Машиностроение, видно, что их философия ?человек — высшая ценность, а качество — залог выживания? — это не просто слова для сайта jbd-extruder.ru. В нашем деле, когда собираешь линию по производству толстолистовых панелей из ПЭ, именно внимание к деталям, к тому, как оператор будет взаимодействовать с машиной, как быстро можно устранить типовую неполадку, определяет успех. Инновации важны, но они должны работать в реальных, а не лабораторных условиях.
Итог такой: линия — это система, где всё взаимосвязано. Нельзя купить самый дорогой экструдер и сэкономить на каландре. Нельзя игнорировать подготовку сырья. И всегда, всегда нужно оставлять возможность для тонкой ручной регулировки, потому что ни одна автоматика не учтёт всех нюансов конкретной партии материала или изменений температуры в цехе. Хорошая линия не та, что выдаёт рекордные тонны в идеальных условиях, а та, что стабильно даёт качественный продукт день за днём, с минимальным процентом брака. И в этом смысле, опыт, заложенный в оборудование от тех, кто действительно ?в теме?, как раз и становится тем самым критичным преимуществом.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб
Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб -
 Экструзионная линия для шлангов из ПУ, ТПУ, ПА
Экструзионная линия для шлангов из ПУ, ТПУ, ПА -
 Трубы ПЭ с углеродным спиральным армированием
Трубы ПЭ с углеродным спиральным армированием -
 Дробилка
Дробилка -
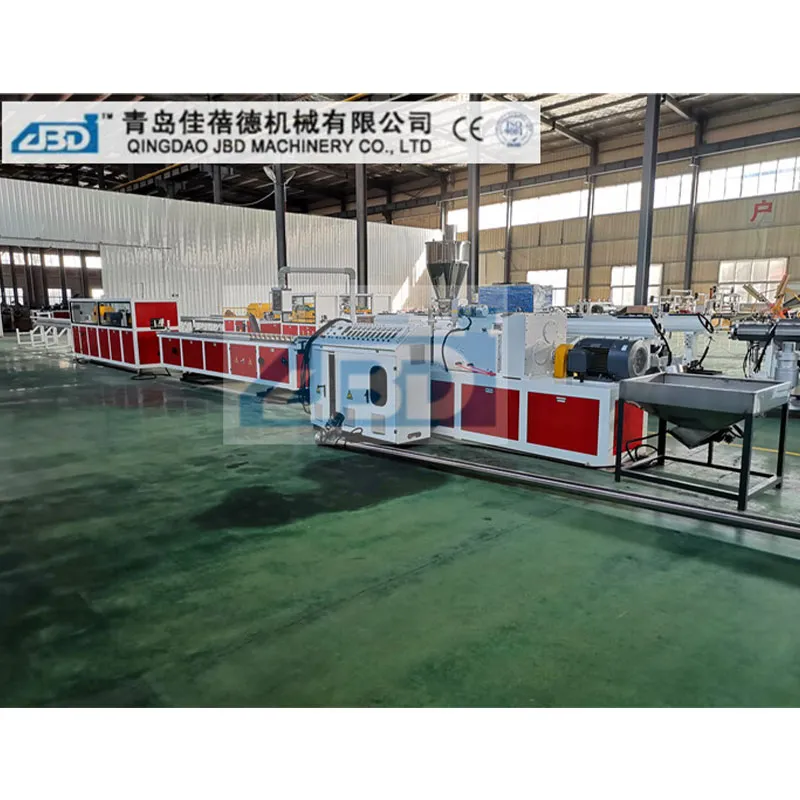 Производственная линия древесно-пластиковых профилей из ПЭ
Производственная линия древесно-пластиковых профилей из ПЭ -
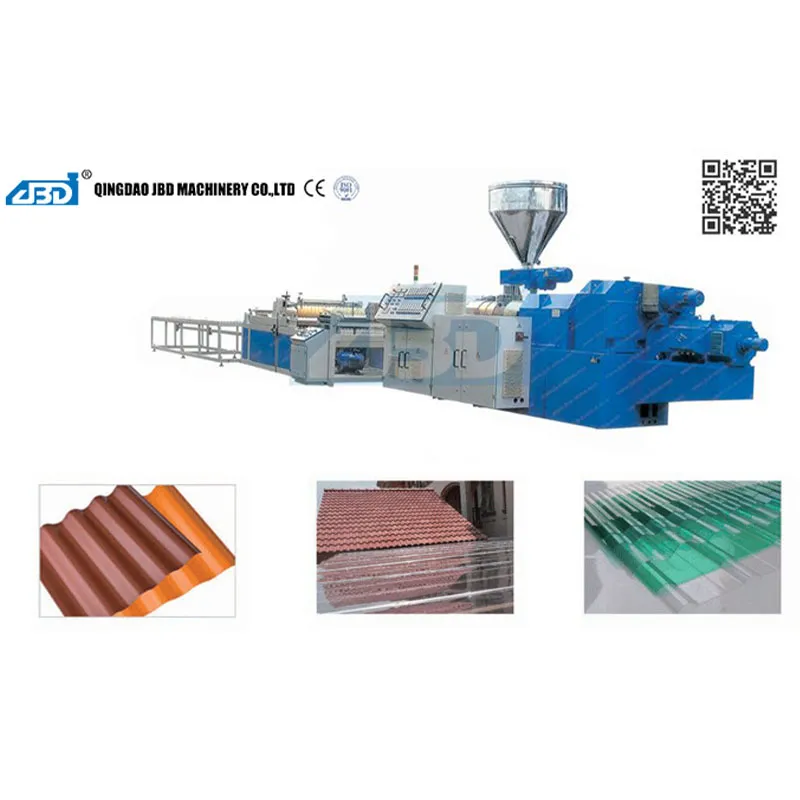 Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа
Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа -
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Станок для тиснения под дерево
Станок для тиснения под дерево -
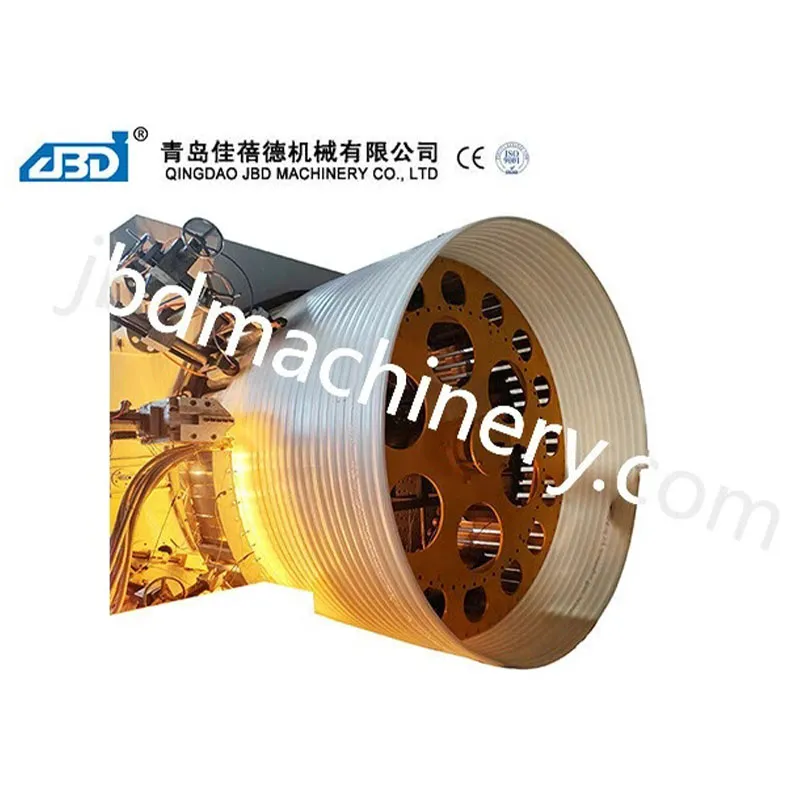
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками -
 Производственная линия сотовых панелей из ПП
Производственная линия сотовых панелей из ПП -
 Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой
Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой -
 Производственная линия навивных химических резервуаров из ППГ
Производственная линия навивных химических резервуаров из ППГ
Связанный поиск
Связанный поиск- Линия по производству труб для обертывания пустотелых стен
- Линия по производству листов абс
- Линия по производству листов пвх
- Высокоскоростная линия по производству труб из пэ
- Линия по производству напольных покрытий из каменного пластика spc
- Оборудование для экструдера
- Линия по производству сотовых панелей из пп и пэ
- Линия по производству панелей для ванн
- Линия по производству мебельных панелей
- Линия по производству пустотелой пластиковой опалубки