






Линия по производству толстолистовых панелей из пп
Когда говорят про линию по производству толстолистовых панелей из ПП, многие сразу представляют себе просто увеличенный экструдер с калибровочным столом. На деле же, это комплекс, где мелочей не бывает. Толщина от 3 мм и выше — уже диктует совсем другие подходы к термостабилизации массы, скорости вытяжки и, что часто упускают, к первичному охлаждению. Если для тонкого листа достаточно вакуумных калибраторов, то здесь уже вступают в игру многосекционные каландры с точной регулировкой по зонам, иначе внутренние напряжения разорвут плиту или поведёт её ?пропеллером?. Самый частый промах на старте — попытка сэкономить на системе охлаждения вала экструдера, мол, полипропилен не так нагревается. А потом удивляются, почему гранулят начинает ?гореть? в цилиндре при длительной работе, и стабильность толщины по краям плавает.
Сердце линии — экструдер, но какое?
Тут всё упирается в однослойность или соэкструзию. Для толстых панелей, особенно технических, часто идёт запрос на верхний износостойкий слой. Значит, нужна тандем-система. Мы как-то ставили линию для производства панелей подъемников, там заказчик требовал комбинацию ПП с добавлением полиамида для верхнего слоя. Головку пришлось пересчитывать полностью — вязкости разные, температуры выхода разные. Ошиблись с расчётом зазора в фильере — получили волны на стыке слоёв. Пришлось останавливать, разбирать, шлифовать. Дорогое удовольствие — простой на таких мощностях.
Мощность двигателя шнека — отдельная тема. Недооцениваешь сопротивление расплава при такой толщине — мотор будет работать на пределе, перегреваться. Я всегда смотрю на практику ООО Циндао Цзябэйдэ Машиностроение: у них в модельном ряду для толстого листа идут агрегаты с запасом по крутящему моменту минимум 15-20%. Это не маркетинг, это знание материала. На их сайте https://www.jbd-extruder.ru видно, что они давно в теме — конструкции цилиндров с двойными стенками для лучшего теплоотвода, шнеки с барьерными зонами для стабильного плавления. Это не просто железо, это инженерные решения под конкретную задачу.
Кстати, про гранулят. Казалось бы, засыпал и работай. Но для толстолистовой панели фракция и форма гранул критичны. Слишком мелкая или пылевидная фракция создаёт проблемы с сыпучестью в бункере, возможны зависания и, как следствие, неравномерность подачи. Колебания в подаче на толщине в 8 мм — это гарантированный брак. Приходится или ставить дополнительные вибрационные дозаторы, или очень жёстко контролировать входящее сырьё. Опытные операторы всегда держат это в голове.
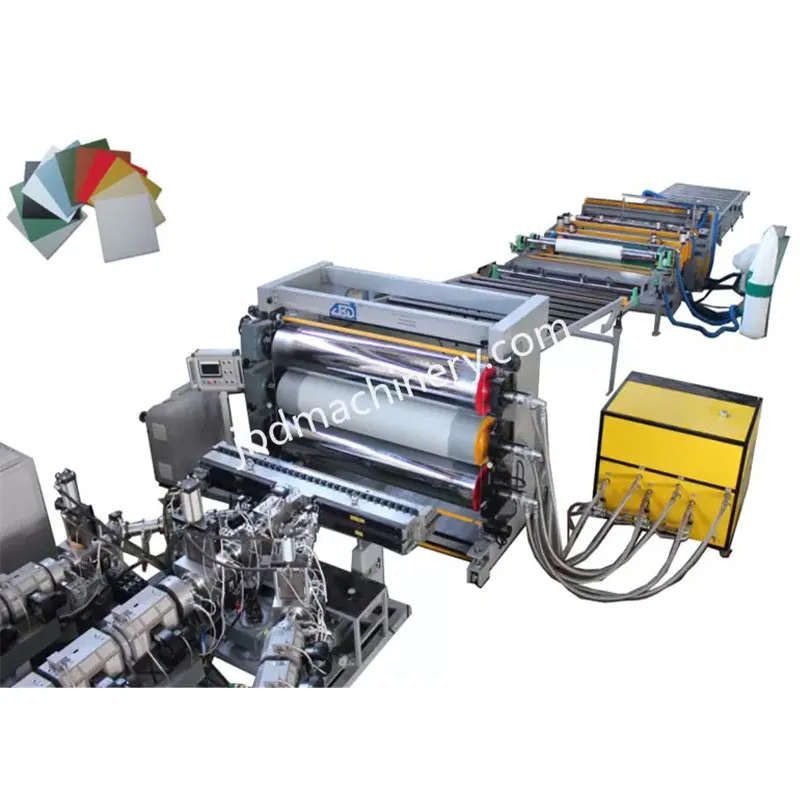
Калибровка и охлаждение: где рождается геометрия
Вот здесь большинство неудач и происходит. Калибровочный стол для толстого листа — это не просто стальная плита. Это, по сути, прецизионный теплообменник. Температура каждой секции должна контролироваться с точностью до градуса. Если первые вальцы переохладили поверхность — внутри остаётся горячая сердцевина, которая потом, остывая, сожмётся сильнее. Результат — вогнутая панель. Перегрел — вылезут пузыри.
Мы однажды экспериментировали с системой водяного охлаждения с замкнутым контуром от ООО Циндао Цзябэйдэ Машиностроение. В их описании упор делается на инновации и стабильность температурного поля. На практике это вылилось в сложную систему трубок и датчиков внутри каландров. Настройка заняла неделю, но когда вышли на режим — разброс толщины по диагонали плиты 2000х1000 мм был не более 0.3 мм. Это отличный показатель. Ключевое — система позволяла программировать температурный профиль по длине стола, что важно при изменении цвета или типа ПП (гомополимер, блок-сополимер).
Ещё один нюанс — материал самих валов. Обычная сталь быстро изнашивается от постоянного контакта с горячим полимером, появляются риски. Для толстого листа это смертельно, так как царапина тянется через весь лист. Хромирование или использование спецсплавов — must have. В описании компании видно, что они придерживаются принципа ?качество — залог выживания?, и в таких компонентах, как валы, это не просто слова. Потому что замена пары валов — это остановка линии на несколько дней и серьёзные затраты.
Автоматика: помощник или головная боль?
Современная линия немыслима без ПЛК. Но здесь есть тонкая грань. Слишком ?умная? система, которая пытается сама всё компенсировать, может стать источником хаоса. Особенно при смене сырья или цвета. Лучшая схема, которую я видел — это когда автоматика чётко контролирует и фиксирует параметры (температуры зон, скорость шнека, тянущих валков), но ключевые корректировки оператор вносит вручную, основываясь на своём опыте и замерах готового продукта.
Например, датчик толщины. Лазерный сканер после калибровочного стола — вещь полезная. Но он показывает толщину уже охлаждённой поверхности. А если проблема в неравномерности плавления в головке? Поэтому старый добрый ультразвуковой толщиномер в руках у мастера смены — всё ещё незаменим. Он может ?простукать? лист в разных точках и поймать ту самую внутреннюю неоднородность, которую сканер не увидит.
Интеграция всех узлов в единую сеть — это то, к чему сейчас идёт отрасль. Чтобы данные с экструдера, каландра и отрезного станка сводились в один отчёт. Это позволяет отследить, например, что при повышении температуры в зоне дегатации на 5 градусов через 20 минут на выходе каландра пошла лёгкая волна. Такие корреляции вручную выявить почти невозможно. Видно, что ООО Циндао Цзябэйдэ Машиностроение движется в этом направлении, внедряя передовые мировые наработки, о чём прямо сказано в их философии.
Смена формата и подбор оснастки
Частый запрос от производителей — универсальность линии. Хочу сегодня делать панель 5 мм, завтра — 15 мм, а послезавтра — поменять ширину. Теоретически это возможно, но на практике каждая такая перестройка — это почти переналадка с нуля. Меняется фильера (дорожник), зазоры в калибровочных валах, температурный профиль, скорость протяжки. На это может уйти целая смена.
Поэтому, проектируя линию, нужно чётко понимать ассортимент. Если диапазон толщин широк, то лучше закладывать сменные комплекты валов для каландра и быстросъёмную фильеру. Это дороже на старте, но окупается за полгода-год за счёт сокращения времени переналадки. Оснастка — это не та статья, на которой стоит экономить. Плохо обработанная фильера даст полосы на листе, которые не исправить.
Здесь опять же можно обратиться к опыту производителей, которые делают это основным бизнесом. На сайте jbd-extruder.ru в описании компании подчёркивается, что они годами посвящают себя разработке оборудования для переработки пластмасс. Это означает, что у них накоплена библиотека решений под разные форматы, и они могут предложить не просто станок, а конфигурацию, оптимальную под конкретный выпуск. Их расположение в Циндао с развитой логистикой тоже играет роль — доставка тяжёлой оснастки становится проще.
Итог: линия как живой организм
В конечном счёте, успешная линия по производству толстолистовых панелей из ПП — это не набор агрегатов, а сбалансированная система. Дисбаланс в одном узле потянет за собой проблемы во всех остальных. Можно поставить самый дорогой экструдер, но сэкономить на каландре — и получить брак. Можно иметь идеальную систему охлаждения, но не отслеживать влажность гранулята — и получить пузыри.
Главный вывод, который приходит с опытом: не бывает идеальной линии ?на все случаи жизни?. Есть оптимальная конфигурация под твой конкретный продукт, сырьё и объёмы. И её создание — это диалог между заказчиком, который знает, что он хочет получить на выходе, и инженером-технологом, который знает, как этого добиться в металле и автоматике. Производители вроде ООО Циндао Цзябэйдэ Машиностроение ценны именно этим — они выступают таким технологом, предлагая не просто оборудование, а часть своего многолетнего опыта, встроенную в конструкцию. И это, пожалуй, самый важный компонент, который не указан в спецификациях.
Работа с толстым листом — это всегда вызов. Но когда после всех настроек из линии выходит ровная, стабильная по геометрии и свойствам панель, ради этого и стоит вкладываться в грамотный комплекс, а не в разрозненные аппараты. И продолжать учиться, потому что материалы и технологии не стоят на месте.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Станок для намотки труб из ПУ
Станок для намотки труб из ПУ -
 Дробилка
Дробилка -
 Производственная линия прозрачных листов ПК/ПММА/ПС/МС
Производственная линия прозрачных листов ПК/ПММА/ПС/МС -
 Экструзионная линия для шлангов из ПУ, ТПУ, ПА
Экструзионная линия для шлангов из ПУ, ТПУ, ПА -
 Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ
Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ -
 Сушилка для древесной муки
Сушилка для древесной муки -
 Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА)
Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА) -
 Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ
Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ -
 Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб
Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб -
 Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС
Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС -
 Производственная линия толстых листов из ПП, ПЭ, АБС, ПВХ
Производственная линия толстых листов из ПП, ПЭ, АБС, ПВХ -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ
Связанный поиск
Связанный поиск- Оборудование для экструдера
- Линия по производству толстолистовых панелей из пвх
- Линия по экструзионной обработке газопроводов
- Линия по производству труб tri-pe
- Линия по производству дренажных труб из пэ
- Высокоскоростной экструдер для труб из пнд
- Линия по производству пустотелых панелей из пластика
- Линия по производству оберточных труб
- Линия по производству пэт-листов
- Линия по производству листов пвх