






Линия по производству сотовых панелей из пп и пэ
Когда говорят про линию по производству сотовых панелей, многие сразу представляют себе просто экструдер и калибровочный стол. Это, конечно, основа, но если вникнуть — там целый мир нюансов, от которых зависит, будет ли панель действительно сотовой, ровной и, главное, коммерчески выгодной. Сам много лет назад думал, что главное — это производительность экструдера в килограммах в час. Ошибался. Ключ часто лежит в вещах, на которые в спецификациях не смотрят в первую очередь: в системе стабилизации температуры головки, в логике работы вакуумных калибраторов, даже в том, как организовано охлаждение воды в контуре. Именно эти ?мелочи? и определяют, будет ли линия просто выдавать пластик, или она будет делать качественную сотовую панель из ПП и ПЭ.
Сердце линии: экструдер и головка — где кроются подводные камни
Возьмем, к примеру, экструдер. Для ПП и ПЭ, особенно для вторички, которая у нас часто в ходу, критична не просто мощность двигателя, а именно конструкция шнека. Универсальные шнеки, которые предлагают многие, для сотовых панелей — не лучший выбор. Нужен профиль, который обеспечит стабильное плавление без перегрева, иначе в структуре сот появятся неоднородности, которые потом проявятся в виде волн на поверхности. Помню один проект, где сэкономили именно на шнеке, поставили ?стандарт? под полипропилен. В итоге пришлось месяцами танцевать с температурными зонами, чтобы добиться хоть какой-то стабильности. Потери материала были колоссальные.
А головка... Это отдельная песня. Распределительная головка для сотовой панели — это не просто полость, куда подается расплав. Там должна быть выверенная геометрия каналов, чтобы потоки ПП и ПЭ смешивались и распределялись абсолютно равномерно по всей ширине. Малейший перекос — и ты получаешь разную толщину стенок сот по краям и в центре. Потом эту панель либо не возьмут заказчики, либо она треснет при монтаже. Часто проблемы начинаются не сразу, а после нескольких месяцев работы, когда в головке начинают появляться застойные зоны, материал там подгорает, и качество неуклонно падает. Чистка и обслуживание головки — это must-have в графике, о котором многие забывают.
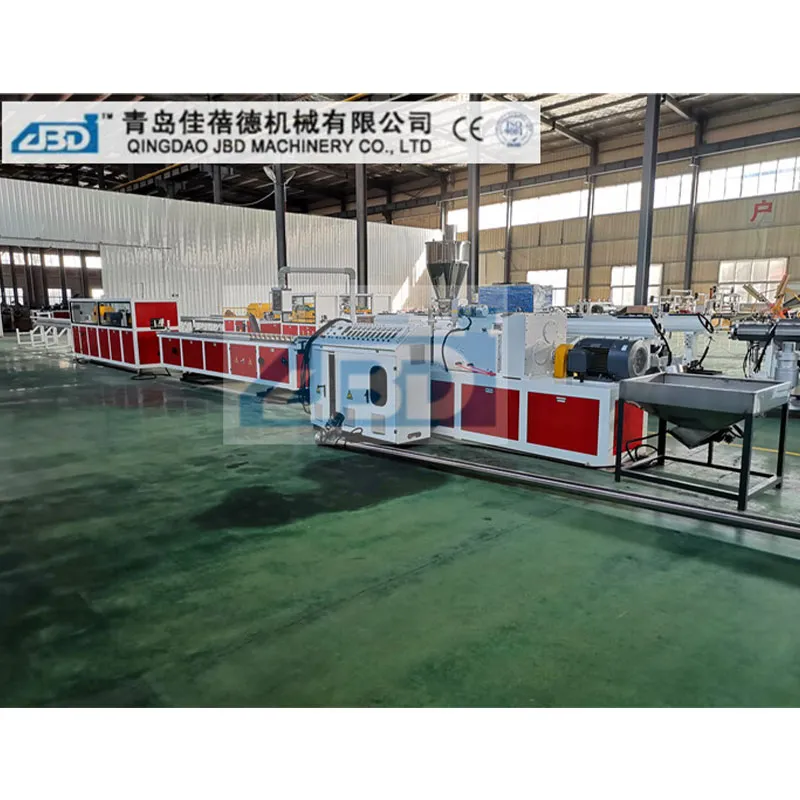
Здесь, кстати, стоит отметить подход некоторых производителей. Вот, например, ООО Циндао Цзябэйдэ Машиностроение в своих решениях (информацию можно найти на их сайте https://www.jbd-extruder.ru) акцентирует внимание на прецизионной обработке именно этих ключевых узлов. В их философии, которую они описывают — ?человек — высшая ценность, а залог выживания — в качестве?, — это не просто слова. На практике это может выражаться в том, что для головок используется сталь особой марки, более стойкая к абразивному износу, что критично при работе с композитами. Это не реклама, а констатация факта: такие детали увеличивают срок службы линии между сервисами, что в итоге влияет на рентабельность всего производства.
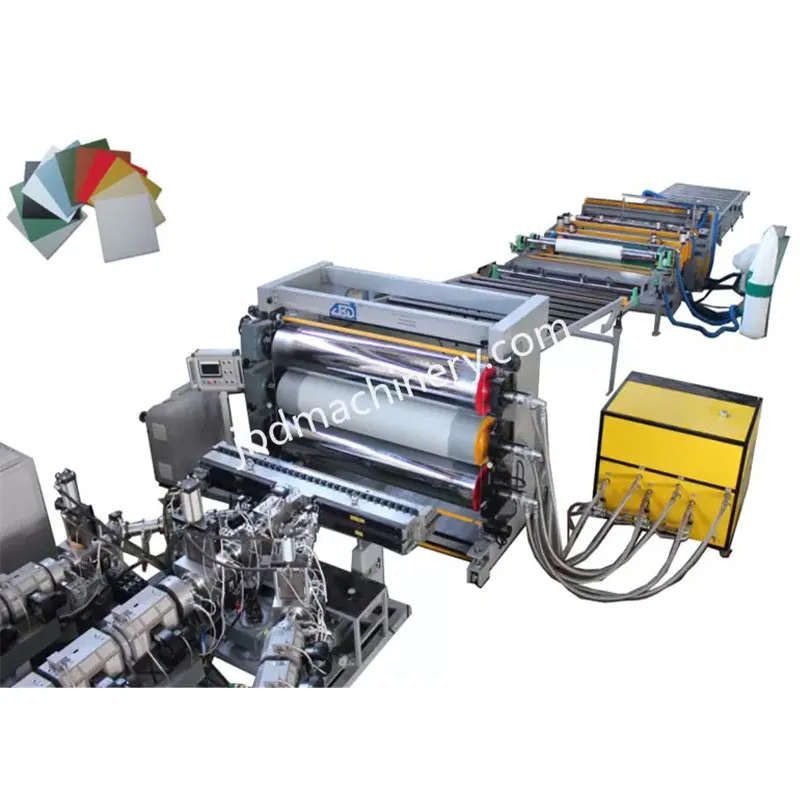
Формование и калибровка: превращение расплава в геометрию
После головки расплавленная масса попадает в формующий инструмент — это набор плит, которые и создают ту самую сотовую структуру. Казалось бы, все просто: сделал отверстия — получил соты. Но нет. Угол входа каналов, их гладкость, система подогрева... Если где-то будет локальный перегрев, материал потянется иначе, ячейка получится деформированной. А если охладить слишком быстро — возникнут внутренние напряжения. Потом, когда панель попадет на солнце, эти напряжения могут ее выкрутить. Видел такое на панелях для рекламных щитов — через полгода их просто скрутило пропеллером.
Дальше — вакуумный калибратор. Его задача — ?присосать? еще пластичную ленту с сотами к калибровочной плите и точно охладить, фиксируя форму. Здесь два главных врага: недостаточный вакуум и неравномерное охлаждение. Недостаточный вакуум — панель не прижимается плотно, геометрия ?плывет?. Неравномерное охлаждение — панель поведет в сторону более горячей зоны. Часто проблему ищут в самом калибраторе, а она может быть в системе водоподготовки: где-то забился фильтр, и поток воды через одну из зон упал. Мониторить температуру на выходе каждой секции охлаждения — это рутина, но без нее стабильного качества не будет.
Именно на этапе калибровки часто проявляются все огрехи предыдущих стадий. Нестабильный экструдер? Колебания толщины будут видны как полосы. Плохо отбалансированная головка? Края панели будут отличаться по плотности от центра. Поэтому запуск линии — это всегда долгая обкатка, настройка всех параметров в связке. Нельзя просто взять паспортные значения и ждать идеального результата. Каждая партия сырья, даже от одного поставщика, может вести себя чуть-чуть по-другому.
Вспомогательные системы: о чем молчат в брошюрах
Никто не покупает линию ради чиллера или системы подачи сырья, но именно они часто становятся причиной простоев. Возьмем систему сушки и подачи. Полипропилен и полиэтилен гигроскопичны, особенно некоторые марки. Если не просушить как следует, в расплаве будут микропузырьки пара. В монолитной панели это может быть не так критично, а в тонкой стенке соты — это готовый дефект, точка будущего разрыва. Автоматическая система загрузки с правильной сушкой — это не опция, а необходимость для стабильного качества.
Система тянущих валков и пилы. После калибратора панель нужно аккуратно протянуть и ровно порезать. Если тянущие валки приложат неравномерное усилие, панель может получить продольные внутренние напряжения. А пила с плохо заточенной лентой или неправильной скоростью подачи будет не резать, а рвать кромку. Особенно это видно на ПЭ, который более вязкий. Рваный край — это не только эстетика, это потенциальная точка начала трещины.
И, конечно, управление. Современная линия — это десятки датчиков температуры, давления, скорости. Хорошая система управления позволяет не только видеть текущие параметры, но и строить тренды. Например, ты видишь, что температура в третьей зоне экструдера медленно, но верно растет на 0.5 градуса в день. Это может быть признаком начинающегося износа нагревателя или проблем с термопарой. Превентивное вмешательство спасет от внезапного остановки на сутки. Кстати, на сайте ООО Циндао Цзябэйдэ Машиностроение упоминается про постоянное внедрение передовых технологий. В контексте линий для сотовых панелей это как раз может означать интеграцию таких систем предиктивной аналитики, которая из ?фишки? становится стандартом для бесперебойного производства.
Сырье и его капризы: ПП vs ПЭ
Работа с полипропиленом и полиэтиленом на одной линии — это всегда компромисс и тонкая настройка. ПП — более жесткий, у него выше температура плавления, он лучше держит форму. ПЭ — более гибкий, ударопрочный, но может ?плыть? при нагреве. Когда заказ требует панели из того или другого, или даже их смеси, нужно перестраивать параметры. И это не только температура. Это и скорость протяжки, и настройки вакуума в калибраторе.
Особенно сложно с вторичным сырьем. Оно неоднородно. В одной партии может быть разная степень загрязнения, разная молекулярная масса. Линия должна быть к этому готова. Запас по мощности экструдера, более широкие диапазоны регулировки температур — это то, что позволяет работать с таким материалом без потери в качестве конечной сотовой панели. Иногда выгоднее иметь чуть менее производительную, но более гибкую и ?терпимую? линию, которая позволит использовать более дешевое сырье, чем гнаться за рекордными тоннами в час на идеальном грануляте.
Был опыт, когда пытались гнать панель из смеси ПП и ПЭ вторички для экономии. Теория говорила, что это возможно. На практике — постоянные проблемы с адгезией слоев в сотах, панель расслаивалась под нагрузкой. Пришлось отказаться от этой идеи и работать с более чистыми фракциями. Этот опыт показал, что универсальных рецептов нет. Технология производства сотовых панелей требует глубокого понимания поведения конкретного материала в конкретных условиях твоей линии.
Итог: линия — это живой организм
В итоге, линия по производству сотовых панелей из ПП и ПЭ — это не набор станков, а сложная система, где все взаимосвязано. Ее нельзя просто купить, установить и забыть. Она требует постоянного внимания, понимания и, если угодно, чутья. Успех определяется не только брендом экструдера, но и тем, насколько слаженно работают все модули, от загрузчика до пилы, и насколько оператор понимает, что происходит внутри процесса.
Выбирая оборудование, будь то от китайского производителя вроде ООО Циндао Цзябэйдэ Машиностроение, который базируется в Циндао и делает ставку на инновации и качество, или от европейского бренда, нужно смотреть не на бумажные характеристики, а на детали: на конструкцию ключевых узлов, на возможность тонкой настройки, на доступность сервиса и запасных частей. И главное — быть готовым к тому, что даже лучшая линия потребует времени и знаний для выхода на стабильный, качественный выпуск продукции.
В этом и заключается разница между просто оборудованием и работающим производственным активом. Первое стоит денег, второе — приносит их, но только при условии вложенных в него опыта и постоянного анализа. Сотовая панель — продукт, который делает свою работу годами, и линия, которая ее производит, должна быть столь же надежной и предсказуемой, что достигается не магией, а грамотным инжинирингом и ежедневным трудом.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Двухшнековый экструдер
Двухшнековый экструдер -
 Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС
Линия для производства однослойных и многослойных соэкструзионных листов из ПЭ, ПП, АБС, ПС, ПММА, АСА, УПС -
 Сушилка для древесной муки
Сушилка для древесной муки -
 Производственная линия древесно-пластиковых профилей из ПЭ
Производственная линия древесно-пластиковых профилей из ПЭ -
 Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП
Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП -
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками -
 Производственная линия профилей для окон и дверей из ПВХ
Производственная линия профилей для окон и дверей из ПВХ -
 Станок для намотки труб из ПУ
Станок для намотки труб из ПУ -
 Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб
Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб -
 Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ
Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ -
 Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ
Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ -
 Смесительный агрегат серии SRL-Z
Смесительный агрегат серии SRL-Z
Связанный поиск
Связанный поиск- Линия по производству быстросборных стеновых панелей из пвх
- Линия по производству упаковочных материалов из каменно-пластикового композита
- Линия по экструзионной обработке газопроводов
- Линия по производству листов пмма
- Экструдер для пластика
- Линия по производству дренажных труб из пэ
- Линия по производству труб с металлопластиковым покрытием
- Линия по производству листов пвх
- Линия по производству толстолистовых панелей из пэ
- Линия по производству панелей для ванн