






Линия по производству решетчатых панелей из пп
Когда слышишь про линию по производству решетчатых панелей из ПП, многие сразу представляют просто экструдер с калибром и пилой. Но на деле, если хочешь стабильное качество и минимум брака, тут десятки нюансов, которые в каталогах не опишешь. Сам через это прошел, когда несколько лет назад запускал подобный проект для одного из заводов в Подмосковье. Ошибок было много, но и опыт накопился конкретный.
Основные компоненты линии: не только экструдер
Конечно, сердце линии — экструдер. Но для решетчатых панелей из полипропилена критична не просто мощность, а именно стабильность температурного профиля по всей длине цилиндра. У нас были случаи, когда перегревалась зона дозирования — и панель начинала ?плыть?, геометрия ячейки нарушалась. Пришлось долго подбирать настройки и даже менять тип термопар.
Второй ключевой узел — формующая головка. Здесь многие экономят, заказывая универсальный вариант. Но для решетки с четкими гранями нужна своя, спроектированная под конкретную толщину стенки и ширину панели. Помню, на старте пробовали адаптировать головку от другого профиля — получили неравномерное распределение расплава и, как следствие, внутренние напряжения. Панели потом коробились на солнце.
И третий момент, который часто недооценивают, — система калибровки и охлаждения. Вакуумные калибраторы должны идеально совпадать по геометрии с выходом из головки, иначе панель начнет ?вилять?. Мы использовали оборудование, в котором был предусмотрен точный механизм юстировки каждого калибратора по отдельности — это сильно сэкономило время на настройке.
Подбор сырья и добавок: от чего зависит долговечность
С полипропиленом, казалось бы, все просто — бери гомополимер и экструдируй. Но для наружных решетчатых панелей, которые будут на улице, нужны УФ-стабилизаторы и антиоксиданты. Поначалу мы закупали готовый композит, но он выходил дороговато. Потом перешли на самостоятельное смешение в грануляторе — экономия вышла приличная, но пришлось тщательно контролировать дисперсию добавок. Неравномерное распределение приводило к появлению ?слабых? мест в панели, где через год-два появлялись микротрещины.
Еще один практический совет — обращайте внимание на МФР сырья. Для тонкостенных решеток лучше подходит материал с более высоким индексом расплава, он легче заполняет сложную форму головки. Но если переборщить, панель теряет жесткость. Мы нашли свой баланс, используя определенные марки от проверенных поставщиков, но это потребовало серии испытаний.
Типичные проблемы при запуске и эксплуатации
Самая частая проблема на старте — нестабильность вытяжки. Панель то ускоряется, то замедляется, и на выходе получается ?гармошка? по длине. Виной часто бывает не синхронизация работы экструдера и тянущего устройства. Мы решили это установкой частотных преобразователей с обратной связью и общим контроллером. Но настройка ПИД-регуляторов заняла почти неделю.
Еще одна головная боль — налипание расплава на калибраторах. Особенно в жаркое время года, когда температура в цехе поднималась. Пробовали разные антиадгезионные покрытия, но самым эффективным оказался регулярный профилактический уход с чисткой и специальной смазкой. Разработали для техников простой чек-лист — и количество простоев сократилось.
Нельзя не упомянуть и о пиле для резки. Казалось бы, мелочь. Но если ножи затупляются или скорость резки не синхронизирована с движением панели, получается неровный торец или заусенцы. Мы перешли на твердосплавные диски с автоматической подачей и датчиком положения — брак по резке упал почти до нуля.
Опыт сотрудничества с производителями оборудования
Когда мы расширяли производство, рассматривали разных поставщиков. Случайно наткнулся на сайт ООО Циндао Цзябэйдэ Машиностроение (https://www.jbd-extruder.ru). В описании компании привлекла фраза про то, что они ?видят залог выживания в качестве, а путь развития — в инновациях?. Это не просто слова — когда запросили техдокументацию на линию для решетчатых панелей, прислали очень детальные схемы, включая рекомендации по обслуживанию.
Что важно, у них был подход не ?вот наш каталог, выбирайте?, а готовность обсуждать модификации. Например, мы хотели увеличить ширину выпускаемой панели без замены всей линии. Их инженеры предложили вариант с доработкой головки и усилением системы охлаждения — и это сработало. Кстати, сама компания базируется в Циндао, и их близость к порту, судя по всему, упрощает логистику — оборудование пришло без задержек.
Работая с ними, отметил их ориентацию на исследования в области переработки пластмасс. Это чувствуется, когда обсуждаешь техзадание — они задают вопросы про сырье, условия эксплуатации, что говорит о глубоком погружении в тему. Не просто продают станок, а действительно помогают выстроить процесс.
Выводы и рекомендации для тех, кто планирует запуск
Итак, если резюмировать мой опыт. Линия по производству решетчатых панелей из ПП — это всегда комплекс. Нельзя купить просто ?самый мощный экструдер? и надеяться на успех. Нужно анализировать всю цепочку: от однородности сырья до точности резки. И главное — быть готовым к длительной наладке. Даже с хорошим оборудованием первые недели уйдут на то, чтобы ?притереть? все узлы друг к другу.
При выборе поставщика смотрите не только на цену, но и на готовность сопровождать проект технически. Как в случае с ООО Циндао Цзябэйдэ Машиностроение, чей сайт и подход я упоминал. Важно, чтобы была возможность получить консультацию по тонким настройкам уже после монтажа — это экономит массу времени и нервов.
И последнее. Всегда закладывайте в план испытания с разными партиями сырья. Даже в рамках одной марки полипропилена могут быть отклонения, и линия должна их ?переваривать? без потери качества. Наш опыт показал, что стабильность — это результат внимания к сотне мелких деталей, а не волшебных свойств одного лишь станка. Думайте о процессе целиком, и тогда решетчатые панели будут выходить именно такими, как задумано.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия сотовых панелей из ПП
Производственная линия сотовых панелей из ПП -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ -
 Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ
Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ -
 Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА)
Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА) -
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой
Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой -
 Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией
Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией -
 Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП
Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП -
 Воздушный компрессор
Воздушный компрессор -
 Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА
Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА -
 Экструзионная линия для шлангов из ПУ, ТПУ, ПА
Экструзионная линия для шлангов из ПУ, ТПУ, ПА -
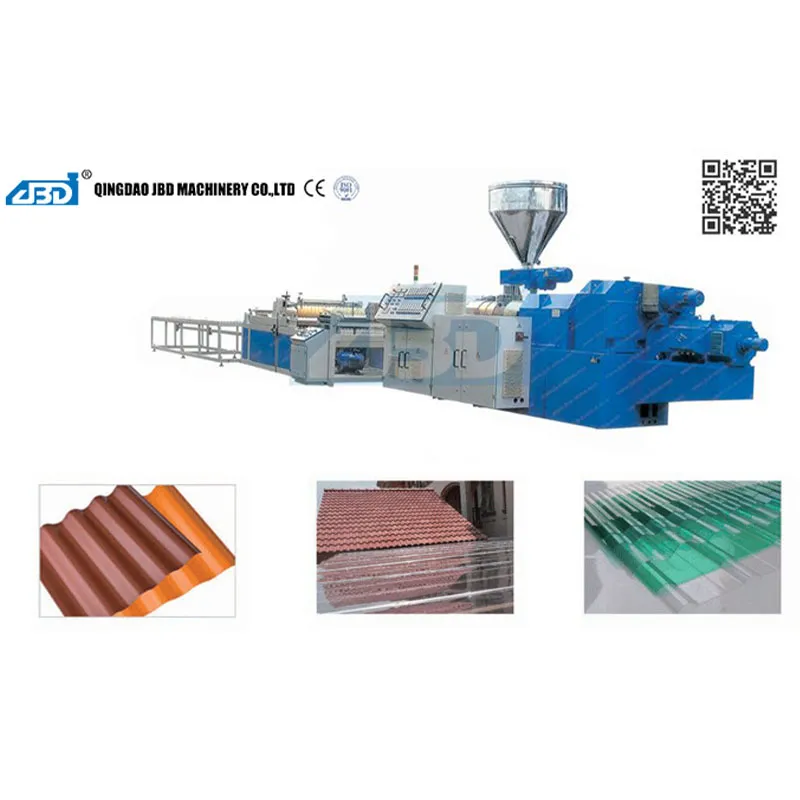 Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа
Производственная линия гофрированного листа (волнового шифера) из ПК, ПП, ПВХ, НПВХ, цветного стального листа
Связанный поиск
Связанный поиск- Линия по производству дренажных труб из пэ
- Линия по производству пластиковой строительной опалубки
- Оборудование для производства сотовых панелей из пп и пэ
- Высокоскоростная линия по производству труб из пэ
- Линия по производству оберточных труб
- Линия по производству толстолистовых панелей из пп
- Линия по производству пустотелых панелей из пластика
- Линия по производству листов пмма
- Линия по производству листов пэ
- Высокоскоростной экструдер для труб из пнд