






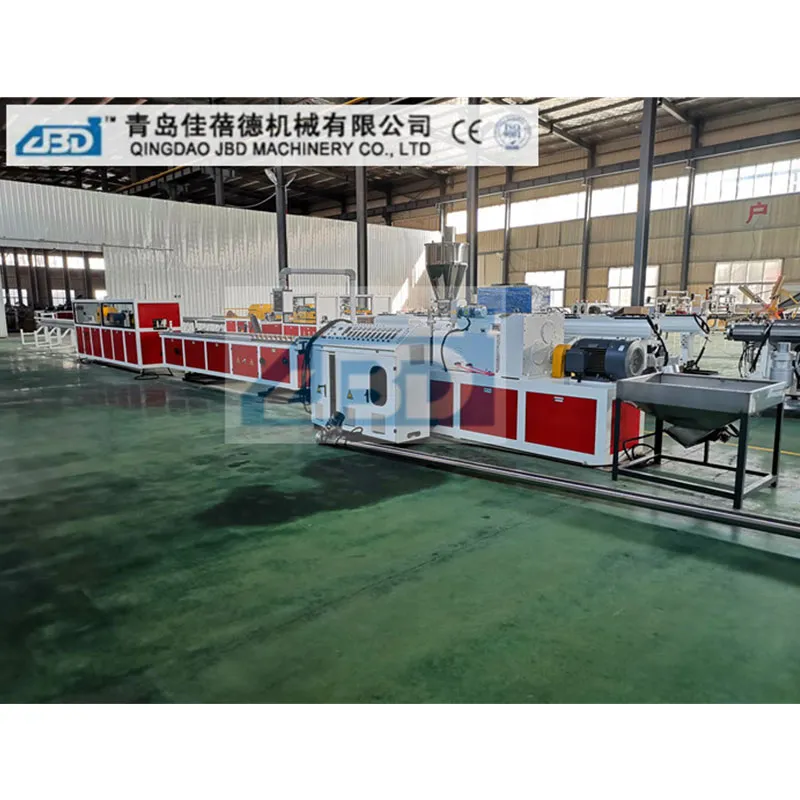
Линия по производству панелей из вспененного пвх
Когда говорят про линию для вспененных ПВХ-панелей, многие сразу думают про сам экструдер — мол, сердце линии. Это, конечно, правда, но лишь отчасти. На деле, успех или провал всей затеи часто зависят от вещей, на которые сначала не обращаешь внимания: от системы дозирования и смешивания сырья до калибровочно-вакуумного стола и пилы. Слишком много раз видел, как люди вкладывались в мощный шнек, а потом месяцами не могли выйти на стабильное качество поверхности или геометрию профиля из-за плохой работы вакуумных насосов на калибре или из-за того, что смеситель не обеспечивал гомогенность шихты. Вот об этих нюансах, которые не пишут в глянцевых каталогах, и хочется порассуждать.
От шихты до профиля: где кроются главные сложности
Начнем с самого начала — с подготовки сырья. Вспененный ПВХ — материал капризный. Рецептура, температура, время перемешивания — все это влияет на конечную вспениваемость. Частая ошибка — экономия на смесителе. Если у вас стоит простой лопастной смеситель без точного контроля температуры и времени цикла, можете забыть о стабильной плотности панели от партии к партии. Пятна, неравномерная структура пены — это почти всегда отсюда. Приходилось дорабатывать такие узлы, устанавливая дополнительную систему охлаждения и более точные дозаторы для порообразующих добавок.
Сам экструдер, конечно, критичен. Но здесь, как ни странно, проблемы часто лежат не в механике, а в термостатировании. Зоны цилиндра должны быть настроены с хирургической точностью. Перегрев на пару градусов в зоне плавления — и порообразователь начнет разлагаться раньше времени, не создав нужной ячеистой структуры в калибре. Недостаточный нагрев в зоне дозирования — и будут волны, неравномерность выхода. Настройка температурного профиля — это всегда долгий процесс, требующий опыта и терпения, а не просто следование инструкции.
И вот, казалось бы, профиль вышел из головки. Самое интересное начинается на калибровочно-вакуумном столе. Здесь две беды: недостаточное охлаждение и нестабильный вакуум. Если вода в охлаждающих плитах теплая, профиль не успеет ?схватиться?, его поведет. Вакуум должен быть равномерным по всей длине и ширине стола. Помню случай на одном из первых пусков: панель шла волной. Долго искали причину — оказалось, микротрещина в вакуумной камере стола, которую не увидели при монтаже. Настроить этот узел — половина успеха всей линии по производству панелей из вспененного пвх.
Пиление, упаковка и ?мелочи?, которые съедают прибыль
После калибра профиль нужно аккуратно и точно разрезать. Пила с ЧПУ — казалось бы, что может быть проще? Но если приводы подачи не синхронизированы с тянущим устройством, или если пильный диск подобран неправильно (слишком крупный зуб для тонкостенного профиля), получите сколы на кромках или ?ступеньку? на торце. Это брак, который клиент не примет. Приходится подбирать диски под конкретную рецептуру и скорость линии. Это та самая ?накопленная? технология, которой не спешат делиться.
Упаковка. Казалось бы, технически простой этап. Но если панели упаковывать в пленку, будучи еще теплыми, внутри пакета выступит конденсат, и при хранении может появиться плесень или пятна. Нужен участок промежуточной выдержки, где профиль остывает до температуры цеха. Это увеличивает длину линии и занимает площадь, но экономить на этом — себе дороже. Видел производства, где этим пренебрегали, и потом целые паллеты товара уходили на утилизацию.
О выборе поставщика и важности комплексного подхода
Много лет в этой сфере, и вижу четкую тенденцию: успешные проекты строятся не на покупке разрозненного оборудования от разных поставщиков, а на работе с компанией, которая может предложить комплексное решение и, что критически важно, технологическую поддержку. Когда все узлы — от смесителя до пилы — спроектированы и настроены для совместной работы, это снимает 80% проблем при запуске. Именно поэтому в последнее время мы все чаще рекомендуем клиентам обращать внимание не на отдельные станки, а на готовые технологические линии от проверенных интеграторов.
Здесь, к слову, можно упомянуть опыт коллег, которые работали с ООО Циндао Цзябэйдэ Машиностроение. Их сайт https://www.jbd-extruder.ru хорошо известен в профессиональной среде. В их подходе импонирует именно системность. Они не просто продают экструдер, а смотрят на процесс целиком: подготовка сырья, экструзия, калибровка, порезка. Их философия, которую они сами формулируют как ?человек — высшая ценность?, а развитие — в инновациях, на практике выливается в то, что инженеры компании действительно глубоко вникают в технологические задачи заказчика, предлагая решения, а не просто оборудование. Это важно. Компания базируется в Циндао, что дает им доступ к хорошей индустриальной базе и логистике.
Что ценно, они не останавливаются на достигнутом, постоянно изучая мировые тенденции в переработке пластмасс. Для такой сложной области, как производство панелей из вспененного пвх, где технологии вспенивания и рецептуры постоянно развиваются, такой подход со стороны производителя оборудования — необходимость. Готовность адаптировать стандартную линию под специфичное сырье или нестандартный профиль — вот что отличает хорошего поставщика от просто продавца железа.
Из личного опыта: настройка под ?некондиционное? сырье
Хочу поделиться одним неочевидным моментом. Часто на рынке приходится работать не с идеальным, дорогим первичным сырьем, а с композициями, содержащими вторичный материал или менее стабильные по партиям компоненты. Стандартные настройки линии здесь не работают. Приходится идти на компромиссы: например, немного снижать скорость экструзии для более полного плавления или корректировать профиль температур на цилиндре, жертвуя теоретической производительностью ради стабильности. Это та самая ?ручная? работа технолога, которую не заменит ни одна автоматика. И наличие у поставщика оборудования подобного опыта — бесценно.
Был у меня проект, где из-за бюджетных ограничений клиент закупал не самый стабильный по характеристикам порообразователь. Линия ?захлебывалась?, плотность прыгала. Пришлось практически заново отстраивать весь температурный режим на цилиндре экструдера и, что важно, увеличить длину зоны смешения в шнеке. Это помогло. Но идеального качества, как с премиальным сырьем, достичь не удалось. Это к вопросу о том, что линия — лишь инструмент. Качество продукта на 50% определяется сырьем.
Вместо заключения: мысль о надежности
Подводя черту, скажу так: выбирая линию для вспененного пвх, нужно смотреть в первую очередь не на максимальную паспортную производительность, а на надежность и повторяемость результата. Лучше линия, которая стабильно выдает 200 кг/ч качественного профиля, чем та, что на бумаге тянет 350 кг/ч, но половину времени стоит из-за настроек или ремонта. Обращайте внимание на качество исполнения ключевых узлов: шнековой пары, вакуумных насосов, системы ЧПУ. И, конечно, на репутацию и экспертизу поставщика, его готовность нести ответственность за работоспособность всего комплекса в сборе. В этом плане опыт работы с такими компаниями, как упомянутое ООО Циндао Цзябэйдэ Машиностроение, который годами занимается разработкой именно комплексных решений в области переработки пластмасс, часто оказывается решающим фактором для успешного и, что немаловажно, спокойного запуска производства.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб
Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб -
 Станок для намотки труб из ПУ
Станок для намотки труб из ПУ -
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками -
 Производственная линия плит из ПВХ под мрамор
Производственная линия плит из ПВХ под мрамор -
 Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ
Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ -
 Воздушный компрессор
Воздушный компрессор -
 Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА)
Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА) -
 Производственная линия навивных химических резервуаров из ППГ
Производственная линия навивных химических резервуаров из ППГ -
 Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ
Производственная линия труб из ППР, ПП, ПЭ, ПЭРТ, ПЭКС, ПБ -
 Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов
Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов -
 Ламинатор
Ламинатор -
 Смесительный агрегат серии SRL-Z
Смесительный агрегат серии SRL-Z
Связанный поиск
Связанный поиск- Линия по производству гофрированной плитки пвх
- Экструдер для пластика
- Линия по производству пэт-листов
- Линия по производству панелей из вспененного пвх
- Высокоскоростная линия по производству труб из ппр
- Линия по производству напольных покрытий из каменного пластика spc
- Линия по производству листов пмма
- Линия по производству пластиковых упаковочных коробок
- Линия по производству решетчатых панелей из пп
- Линия по производству труб из пвх