






Линия по производству оберточных труб
Когда говорят про линию по производству оберточных труб, многие сразу представляют экструдер и намоточный станок — и всё. Но это лишь каркас. Настоящая сложность, и где чаще всего ?сыпется? процесс, кроется в стыковке узлов, в синхронизации скоростей, в подготовке сырья и, как ни странно, в системе охлаждения. Именно на этих этапах мы в своё время наделали кучу ошибок, пытаясь собрать линию из разномастных агрегатов. Казалось бы, выдавил трубу, намотал — что может быть проще? Оказалось, всё.
Ключевое заблуждение: ?главное — производительность экструдера?
Первый и самый живучий миф. Заказчики часто гонятся за цифрами килограммов в час, забывая, что для оберточной трубы критична не масса, а стабильность геометрии и качество поверхности. Можно выжать из экструдера максимум, но если калибровочно-вакуумный стол не успевает охладить и стабилизировать профиль, на выходе получится ?гуляющая? по диаметру труба с внутренними напряжениями. Потом она либо порвётся при намотке, либо даст усадку уже у клиента. У нас был случай на старте: поставили мощный агрегат, а система охлаждения — старая, короткая. Труба выходила из вакуумного стола ещё тёплая, мягкая. На намотке её сплющивало, витки накладывались криво. Пришлось переделывать весь участок охлаждения, удлинять его и добавлять дополнительные калибры. Производительность, конечно, упала, но зато продукт пошёл кондиционный.
Здесь стоит отметить подход некоторых поставщиков, которые понимают эту взаимосвязь. Например, на сайте ООО Циндао Цзябэйдэ Машиностроение (https://www.jbd-extruder.ru) в описании их философии видно, что акцент делается не на голые мощности, а на комплексные решения и инновации. Они пишут про ?человека как высшую ценность? и качество как залог выживания — на практике это часто выливается в более вдумчивую инженерию, когда линию проектируют как единый организм, а не набор деталей. Их расположение в Циндао, кстати, с развитой логистикой, тоже играет роль — проще и быстрее адаптировать техподдержку под местные реалии и материалы.
Поэтому сейчас, обсуждая проект, мы сначала смотрим не на паспортные данные экструдера, а на всю технологическую цепочку: подготовка сырья (сушка, дозировка красителя), стабильность экструзии, длина и эффективность калибровочно-вакуумной системы, точность намотки (особенно синхронность с вытяжкой) и, наконец, отрезка. Каждый разрыв в этой цепи — потенциальный брак.
Дьявол в деталях: система калибровки и охлаждения
Это, пожалуй, самый недооценённый узел в линии для оберточных труб. Многие экономят именно здесь, ставя короткие баки или упрощённые калибры. А ведь от этого участка на 80% зависит, будет ли труба круглой, с гладкой внутренней поверхностью и стабильной толщиной стенки. Вакуум должен быть равномерным и регулируемым — малейший перекос, и трубу начнёт ?вести? в сторону. Вода для охлаждения — отдельная история. Её температура и чистота влияют на скорость кристаллизации полимера. Если вода тёплая или с примесями, процесс охлаждения замедляется, увеличивается зона термоусадки, и геометрия ?плывёт?.
Мы однажды попались на дешёвом варианте с общей системой водоснабжения цеха. Летом, когда температура поднялась, вся партия труб пошла с волнистой поверхностью. Пришлось срочно ставить отдельный чиллер именно для этой линии. Дорого, но дешевле, чем перерабатывать тонны брака и терять клиентов. Теперь всегда закладываем индивидуальный контур термостабилизации охлаждающей воды в смету. Это не прихоть, а необходимость для стабильного качества.
Калибры тоже бывают разные — для тонкостенных труб, для толстостенных, с разным количеством вакуумных каналов. Подбор зависит от диаметра и материала. С ПНД и ППД — разные нюансы по усадке. Опытные производители, те же ООО Циндао Цзябэйдэ Машиностроение, которые много лет в теме переработки пластмасс, обычно предлагают несколько вариантов калибровочных столов под разные задачи, а не одно универсальное (читай — компромиссное) решение.
Намотка: где рвётся последняя нить терпения
Казалось бы, всё позади — труба сформирована, остыла. Но на этапе намотки можно испортить всё. Основная проблема — синхронизация линейной скорости трубы и угловой скорости намоточного барабана. Если приводы не синхронизированы должным образом, возникает либо натяжение (растягивает ещё тёплую трубу, меняя диаметр), либо провисание (труба ложится неровно, образуются ?горбы?). Современные системы используют частотные преобразователи и общий контроллер, но и они требуют тонкой настройки под конкретный материал и диаметр.
Второй момент — сама конструкция намоточной машины. Поворотный стол или стационарный? Как происходит смена катушек? Если требуется непрерывная намотка без остановки линии (для больших объёмов), нужна система с накоплением и автоматической сменой паковки. Мы пробовали делать полуавтоматический вариант — оператор вручную переводил трубу на новую гильзу. На низких скоростях работало, но как только подняли темп, появился человеческий фактор: задержка, рывок — и несколько метров трубы в брак. Пришлось инвестировать в автоматический узел с накопительной петлёй. Окупилось за счёт снижения потерь и увеличения чистого времени работы линии.
И, конечно, сама гильза (паковка). Её диаметр и ширина должны быть просчитаны так, чтобы труба при хранении и транспортировке не деформировалась под собственным весом. Неправильно выбранная паковка — гарантия того, что клиент получит не круглые бухты, а ?восьмёрки?.
Сырьё и подготовка: основа основ
Можно иметь самую совершенную линию по производству оберточных труб, но засыпать в неё некондиционное или неподготовленное сырьё. Результат будет плачевным. Для оберточных труб часто используют вторичный ПНД или ПП — это экономично, но требует тщательной подготовки. Дроблёнка должна быть чистой, однородной по фракции, без пыли и бумажных этикеток. Иначе жди засоров в фильтре экструдера, нестабильного плавления и чёрных точек в теле трубы.
Обязательный этап — сушка. Вторичка часто имеет повышенную влажность. Не высушишь — в экструдере будет парообразование, материал будет ?стрелять?, в трубе появятся пузырьки и раковины. Мы ставили отдельный бункер-сушилку с десикантом прямо перед загрузкой в экструдер. Да, это дополнительные капиталовложения и расход энергии, но без этого стабильного качества не добиться. Некоторые пытаются сэкономить, сушат сырьё ?на солнышке? или в цеху — это не работает. Нужна контролируемая температура и время.
Дозирование добавок (краситель, стабилизаторы) — тоже важно. Лучше использовать гранулированный концентрат, а не порошок. Порошок пылит, неравномерно смешивается, может спекаться в бункере. Автоматические дозаторы-смесители решают проблему, но их нужно регулярно калибровать. Мелочь? Пока одна партия труб не выйдет разноцветной из-за сбоя дозатора.
Управление и автоматизация: помощь или головная боль?
Современные линии немыслимы без панели оператора и ПЛК. Это позволяет отслеживать температуру по зонам, скорость вращения шнека, давление на фильтре, синхронизацию приводов. Но здесь есть подводный камень — излишняя сложность. Если интерфейс перегружен сотнями параметров, которые не нужны для ежедневной работы, оператор может пропустить действительно важный сигнал. Мы столкнулись с системой, где авария по перегреву двигателя вытяжки была ?спрятана? на третьем уровне меню. Пока разобрались, ремень привода проскользил и испортил несколько метров трубы.
Идеальный вариант — когда на главном экране только ключевые параметры: температура головки, давление, скорость линии, состояние аварийных датчиков. Всё остальное — в сервисном меню для наладчика. Хорошо, когда производитель, как ООО Циндао Цзябэйдэ Машиностроение, с их ориентацией на инновации и передовой опыт, предлагает не просто ?умную? систему, а продуманную с точки зрения эргономики оператора. В конце концов, управляет линией человек, а не робот.
Автоматизация вспомогательных процессов — загрузка сырья, транспортировка готовых бухт — это уже следующий уровень. Оправдана для крупносерийного производства. Для стартапа или небольшого цеха часто важнее сначала добиться стабильности на основной линии, а потом уже думать о роботизации. Иначе рискуешь получить высокотехнологичного, но капризного ?зверя?, которого нечем кормить из-за постоянных сбоев в основном процессе.
Итог: линия — это не агрегаты, а процесс
Так к чему же я веду? К тому, что успешная линия по производству оберточных труб — это не каталог с характеристиками, а выверенный технологический процесс, где каждый узел подобран и настроен в связке с другими. Можно купить самые дорогие компоненты, но без понимания их взаимодействия и без учёта специфики сырья результат будет средним.
Опыт, в том числе горький, подсказывает, что лучше работать с поставщиками, которые видят в линии комплексное решение. Теми, кто не просто продаст оборудование, а поможет с пусконаладкой, обучением персонала и подскажет по ?узким? местам. Судя по описанию деятельности компании на их сайте, ООО Циндао Цзябэйдэ Машиностроение как раз из таких — они делают ставку на качество и инновации, а не на голый объём продаж. Для них разработка оборудования — это не сборка, а инженерия.
Поэтому, планируя такую линию, считайте не только стоимость станков. Заложите бюджет на грамотный монтаж, настройку, на вспомогательное оборудование (чиллеры, сушилки, дозаторы) и, что важно, на время. Время на обкатку, на поиск оптимальных режимов, на обучение команды. Только тогда ?линия по производству оберточных труб? из набора железок превратится в стабильно работающий и приносящий прибыль актив. А не в головную боль, пожирающую ресурсы.
Соответствующая продукция
Соответствующая продукция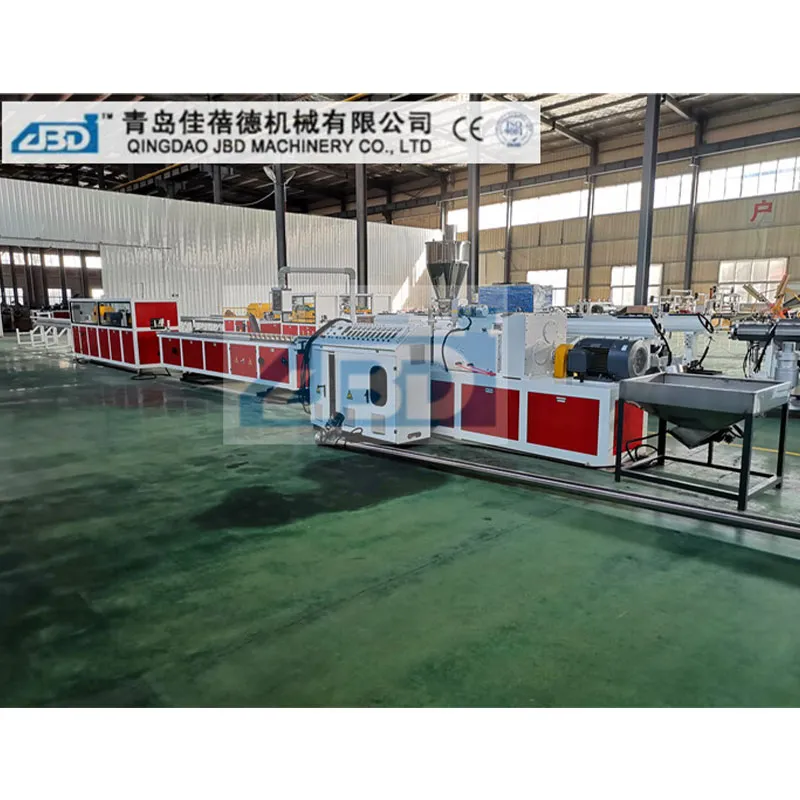



Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия навивных химических резервуаров из ППГ
Производственная линия навивных химических резервуаров из ППГ -
 Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ
Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ -
 Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП
Экструзионный формующий станок для защитных оболочек кабелей и проводов из МПП/ПЭВП -
 Смесительный агрегат серии SRL-Z
Смесительный агрегат серии SRL-Z -
 Производственная линия армированных волокном ПВХ шлангов
Производственная линия армированных волокном ПВХ шлангов -
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА
Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА -
 Двухшнековый экструдер
Двухшнековый экструдер -
 Станок с ЧПУ для деревообработки фрезерно-гравировальный
Станок с ЧПУ для деревообработки фрезерно-гравировальный -
 Производственная линия сотовых панелей из ПП
Производственная линия сотовых панелей из ПП -
 Раструбная машина для труб
Раструбная машина для труб -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ
Связанный поиск
Связанный поиск- Линия по производству пластиковых упаковочных коробок
- Линия по производству панелей для ванн
- Линия по производству оберточных труб
- Линия по производству листов пмма
- Оборудование для производства двухслойных гофрированных труб
- Линия по производству мебельных панелей
- Линия по производству гофрированной плитки пвх
- Линия по производству листов пэ
- Линия по производству толстолистовых панелей из пп
- Оборудование для экструдера