






Линия по производству листов пс
Когда говорят про линию по производству листов пс, многие сразу представляют себе просто экструдер с калибром и тянущим устройством. Но на деле, если хочешь стабильное качество, особенно для упаковки или термоформования, тут каждый узел требует отдельного внимания. Часто экономят на системе дозирования или охлаждении, а потом удивляются, почему лист ведёт или прочность не та.
Где чаще всего ошибаются при комплектации линии
Начну с самого начала — с сырья. Для полистирола, особенно вспенивающегося (EPS), критична равномерность подачи и пластификации. Видел проекты, где ставили обычный одношнековый экструдер с расчётом на гранулы, а потом месяцами не могли выйти на стабильную плотность. Шнек должен иметь именно ту геометрию и зоны, которые предотвращают преждевременное вспенивание в цилиндре. Это не общие слова, а конкретная практика: если температура в зоне дозирования ?пляшет? даже на 5 градусов, о равномерной ячейке можно забыть.
Ещё один момент — система фильтрации. Для пищевой упаковки или высококлассного визуального товара сетки-фильтры меняются чуть ли не в смену. И если линия не позволяет делать это быстро и без полной остановки экструдера, простои съедают всю рентабельность. Приходилось сталкиваться, когда на старой линии остановка на замену фильтра занимала под час — за это время и материал в цилиндре деградирует, и настройки сбиваются.
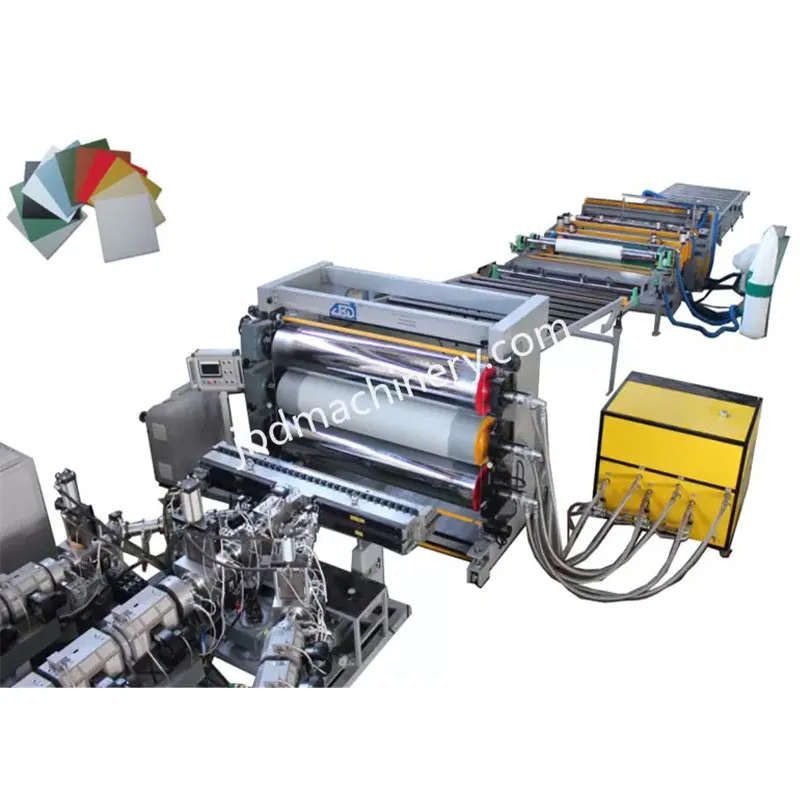
И конечно, калибровочный стол и вакуумная система. Тут многие производители оборудования грешат тем, что предлагают стандартные решения ?под все полимеры?. Но для ПС-листа, особенно толстого, важно не просто охладить, а сделать это с определённым градиентом по толщине. Иначе внутренние напряжения потом вылезут при резке или термоформовании. Сам наступал на эти грабли — лист вроде бы ровный, а на гильотине крошится или даёт волну.
Опыт с интеграцией узлов от разных поставщиков
Был у нас один эксперимент — взяли экструдер от одного вендора, калибр и тянущие валки от другого, а нарезку — от третьего. В теории всё должно было стыковаться по габаритам и производительности. На практике же возникла куча ?мелочей?: разная скорость отклика электроприводов, нестыковка по высотам, из-за чего между узлами был перегиб полотна, и даже разное программное обеспечение, которое не хотело говорить друг с другом по Profibus.
Пришлось фактически делать собственную сборочную линию, допиливая и переваривая стойки, переписывая частично ПЛК. Вывод простой: если нет возможности взить готовый комплекс от одного проверенного производителя, который несёт ответственность за всю кинематическую и электрическую связку, то нужно закладывать в бюджет и время серьёзные ресурсы на пусконаладку. Иметь одного ответственного за всю линию по производству листов пс — это не прихоть, а необходимость.
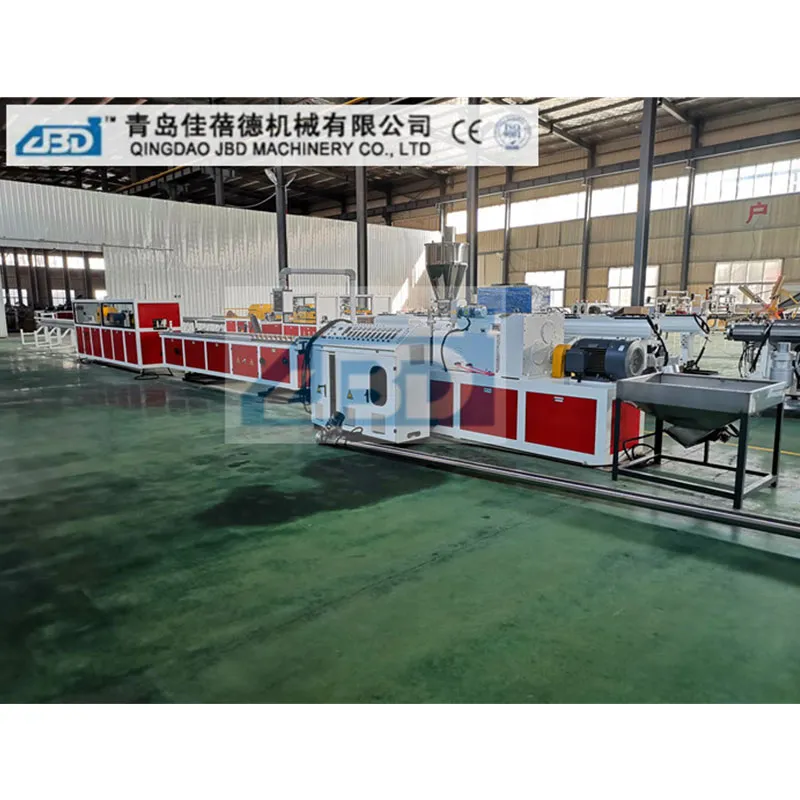
Кстати, о производителях. Сейчас на рынке много предложений, в том числе и от китайских компаний, которые глубоко вникли в специфику. Например, ООО Циндао Цзябэйдэ Машиностроение (сайт: https://www.jbd-extruder.ru). В их описании заявлен принцип ?человек — высшая ценность? и фокус на инновациях в оборудовании для переработки пластмасс. Что важно, они из Циндао — города с сильной инженерной школой в области машиностроения. Их подход к разработке часто строится на адаптации базовых моделей экструдеров под конкретные задачи заказчика, что для производства специализированных ПС-листов может быть решающим.
Ключевые узлы, на которые стоит смотреть в первую очередь
1. Экструдер. Для ПС часто нужен аппарат с L/D не менее 30:1. Обращайте внимание на систему охлаждения шнека — она должна быть эффективной. Перегрев в зоне загрузки — частая проблема.
2. Фильтр-переключатель. Должен быть быстросъёмным, с гидравлическим или ручным приводом, но обязательно с плавным переключением, чтобы не было скачка давления и, как следствие, полосы на листе.
3. Формующая головка (экструзионная головка). Манфред или Т-образная? Зависит от ширины и толщины листа. Для широких листов (от 1.5м) распределение расплава должно быть идеальным. Здесь нередко помогает система автоматической регулировки заслонок по толщине, но она сильно удорожает проект.
4. Калибровочно-охлаждающее устройство. Трёхвалковое или многовалковое? Для глянцевых поверхностей нужны идеально отполированные и хромированные валки с точным термостатированием. Температура каждого валка — отдельный параметр настройки.
Вопросы автоматизации и контроля качества в реальном времени
Современная линия по производству листов пс немыслима без встроенных систем контроля. Но и тут есть нюансы. Например, датчики толщины (рентгеновские или инфракрасные) часто ставят после калибровочного стола. Это правильно для фиксации итогового результата, но для оперативного управления процессом хорошо бы иметь замер ещё на выходе из головки. Правда, это технически сложнее и дорого.
Автоматизация резака — отдельная тема. Поперечная резка под углом 90 градусов для последующей укладки в пачки — это must have. Но как часто нож теряет остроту? В идеале нужно иметь систему мониторинга износа и автоматической подстройки момента реза, иначе будут заусенцы.
Всё это упирается в единую систему управления. Хорошо, когда один оператор с пульта видит и температуру в зонах цилиндра, и скорость вращения шнека, и вакуум на калибре, и скорость тянущих валков. И может их взаимосвязано корректировать. Но такая система — удел серьёзных комплексов. Для небольших производств часто собирают ?конструктор? из разных панелей, что увеличивает риск человеческой ошибки.
Экономика процесса: о чём часто забывают при расчёте окупаемости
Считая стоимость линии, многие закладывают только цену оборудования и монтажа. Но есть ещё эксплуатационные расходы. Для ПС это, прежде всего, энергопотребление. Цилиндр экструдера, нагрев головки, охлаждение калибровочных валов, работа вакуумных насосов — всё это ?ест? очень много киловатт. Иногда более современная, но дорогая линия окупается быстрее за счёт энергоэффективности.
Второе — это выход годного. Процент брака при старте-остановке линии, при смене цвета или марки материала. Чем быстрее линия выходит на стабильные параметры после таких переходов, тем меньше пережжённого материала в утиль. Некоторые современные линии позволяют почти безотходно переходить с одного цвета на другой по специальной программе.
И третье — универсальность. Линия, заточенная только под монолитный полистирол, может оказаться в проигрыше, если рынок потребует, скажем, листы из ABS или ПП. Заранее продумать, можно ли будет с минимальными переделками (смена шнека, головки, температурных профилей) перейти на другой материал — значит застраховать бизнес от колебаний спроса. Компании, которые занимаются полным циклом разработки, как та же ООО Циндао Цзябэйдэ Машиностроение, часто изначально проектируют оборудование с определённым запасом по универсальности, что в долгосрочной перспективе оказывается мудрым решением.
Вместо заключения: субъективные наблюдения по рынку
Рынок оборудования для переработки пластмасс, и для линии по производству листов пс в частности, сейчас очень динамичный. Европейские бренды по-прежнему задают тон в точности и надёжности, но их цена часто неподъёмна для среднего бизнеса. Турецкие производители сделали большой рывок в качестве сборки. А китайские компании, как упомянутая из Циндао, активно закрывают нишу оптимального соотношения ?цена-функциональность?, причём всё чаще не просто копируя, а предлагая инженерные решения для конкретных задач.
Выбирая линию, стоит смотреть не только на каталоги, но и обязательно посетить действующее производство с таким же или похожим оборудованием. Увидеть, как оно работает в реальной смене, как обслуживается, какие запчасти чаще всего требуются. И всегда, всегда закладывать в бюджет и график дополнительное время на обучение персонала и тонкую настройку под своё сырьё. Потому что даже самая продвинутая линия — это всего лишь инструмент. Результат определяют те, кто на ней работает.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА)
Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА) -
 Производственная линия сотовых панелей из поликарбоната
Производственная линия сотовых панелей из поликарбоната -
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками -
 Производственная линия сотовых панелей из ПП
Производственная линия сотовых панелей из ПП -
 Производственная линия прозрачных листов ПК/ПММА/ПС/МС
Производственная линия прозрачных листов ПК/ПММА/ПС/МС -
 Воздушный компрессор
Воздушный компрессор -
 Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП
Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП -
 Производственная линия навивных химических резервуаров из ППГ
Производственная линия навивных химических резервуаров из ППГ -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ -
 Оборудование для обработки окон и дверей
Оборудование для обработки окон и дверей -
 Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией
Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией -
 Дробилка
Дробилка
Связанный поиск
Связанный поиск- Линия по производству пустотелой пластиковой опалубки
- Линия по производству листов пс
- Экструдер для пластика
- Линия по производству стальных труб с пластиковым покрытием
- Линия по производству древесно-пластиковых напольных покрытий из пвх
- Линия по производству глазурованной плитки пвх
- Линия по производству напольных покрытий из каменного пластика spc
- Оборудование для стальных труб с пластиковым покрытием
- Линия по производству глазурованной плитки
- Линия по производству гофрированной плитки пвх