






Линия по производству коробок из пластиковых панелей
Когда слышишь ?линия по производству коробок из пластиковых панелей?, многие сразу представляют себе просто экструдер и пресс. Но если ты реально занимался сборкой или запуском таких линий, понимаешь, что ключевое — это не отдельные машины, а их синхронная работа. Основная ошибка — гнаться за дешёвым экструдером, а потом годами мучиться с калибровкой и стабильностью толщины панели. Именно от этого зависит, будет ли коробка держать геометрию или начнёт ?вести? через месяц на складе.
Не экструдером единым: из чего складывается линия
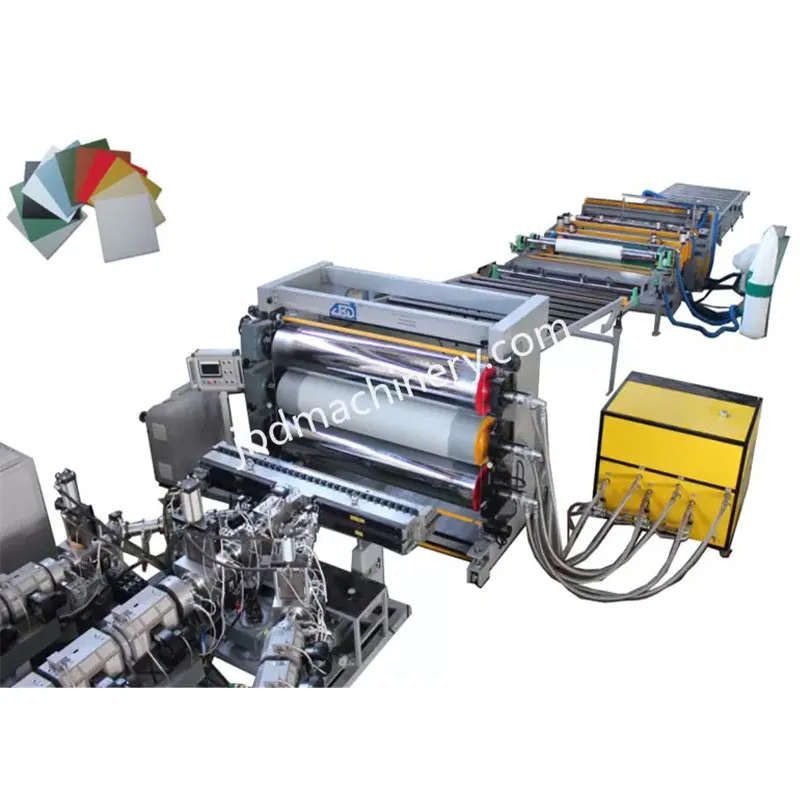
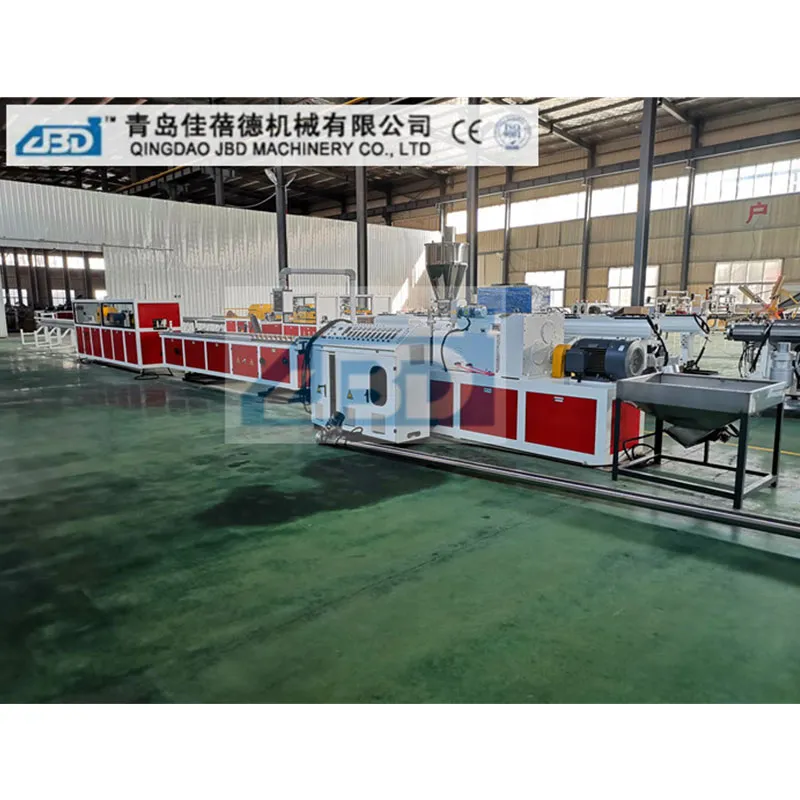
Начнём с начала. Сердце линии — это, конечно, экструзионная система. Но если брать, например, оборудование от ООО Циндао Цзябэйдэ Машиностроение, то там упор делается не на максимальную производительность в кг/час, а на стабильность расплава. Важно, чтобы температура по зонам и давление поддерживались с минимальными отклонениями. Иначе панель получится с внутренними напряжениями — потом при резке или фрезеровке под петли её может повести.
Следующий критичный узел — калибратор и вакуумный стол. Здесь часто экономят, ставят короткий калибратор. В итоге панель недостаточно охлаждается, и её поверхность после выхода из вакуума может иметь волны. Особенно это видно на широких панелях для больших коробов. В своё время на одном из проектов мы столкнулись именно с этим — пришлось докупать и встраивать дополнительную секцию охлаждения, что вылилось в простой и переделку всей системы подачи воды.
И третье — отрезной и укладчик. Казалось бы, мелочь. Но если пила работает с вибрацией, то торец панели получается с заусенцами. Это потом создаёт проблемы при сварке углов — стык негерметичный. Хороший укладчик с мягкими приёмными лапами тоже важен, чтобы не поцарапать лицевую поверхность. Многие производители коробок для электроники или пищевой промышленности требуют безупречный внешний вид, царапина — это брак.
Подбор сырья: ПВХ, ПП, АБС — что и для чего
Тут многое зависит от назначения коробки. Для непищевых, складских коробов часто идёт вторичный ПВХ с добавками — это дёшево, но нужно очень точно настроить температуру экструзии, потому что вторичное сырьё может гореть, забивать фильтры. Если линия не оснащена хорошим фильтром-сеткой с автоматической сменой, можно потерять полдня на чистку.
Для пищевой упаковки или медицинских контейнеров — это уже первичный полипропилен или специальные марки АБС. С ними другая история: они более текучие, значит, нужен особый профиль шнека и точный контроль температуры, чтобы не было подгорания материала в зазорах. На сайте jbd-extruder.ru я обратил внимание, что компания как раз акцентирует внимание на исследованиях и разработках под разные типы полимеров. Это не просто слова — когда производитель понимает разницу в реологиях материалов, это видно по конструкции шнека и цилиндра.
Был у меня опыт с линией, которая изначально проектировалась под ПВХ. Заказчик решил перейти на ПП для нового заказа. И всё — начались проблемы с выходом продукта, панель тянуло неравномерно. Пришлось менять шнековую пару и перенастраивать систему охлаждения. Вывод: линия должна быть либо узкоспециализированной, либо иметь хороший запас по регулировкам. Универсальные решения часто проигрывают в стабильности.
Интеграция и автоматизация: где можно, а где не стоит экономить
Современная линия — это не просто ряд машин, стоящих в цеху. Это единый контур управления. Самый простой и необходимый уровень — синхронизация скорости экструдера, тянущего устройства и пилы. Если она нарушена, длина панелей будет ?плясать?. Более сложный уровень — это система контроля толщины стенки в реальном времени (например, ультразвуковыми датчиками) с обратной связью на скорость вакуумных насосов калибратора.
Но здесь есть ловушка. Многие хотят сразу полную автоматизацию с SCADA-системой и сбором всех данных. На практике, если персонал не обучен, а сервисная поддержка далеко, эти сложные системы становятся головной болью. Иногда надёжнее иметь простую панель управления с понятными регуляторами и возможность ручной корректировки. Особенно в регионах, где найти инженера-наладчика сложно.
В контексте компании ООО Циндао Цзябэйдэ Машиностроение, которая, как указано, делает ставку на инновации, важно, чтобы эти инновации были применимы на практике. Видел их подход — они часто предлагают модульную автоматизацию. То есть, базовая линия работает стабильно, а дополнительные модули контроля и оптимизации можно докупить и интегрировать позже, когда операторы освоят основы. Это разумно.
Типичные проблемы при запуске и эксплуатации
Первая и самая частая — несоответствие параметров сети. Оборудование может быть рассчитано на стабильные 380В, а на заводе заказчика просадки до 340В. Экструдер теряет момент, шнек останавливается под нагрузкой — и материал запекается в цилиндре. Капитальный ремонт. Поэтому сейчас при поставке всегда спрашиваешь про состояние электросетей и рекомендуешь стабилизаторы.
Вторая — качество охлаждающей воды. Если в системе охлаждения калибратора идут отложения из-за жёсткой воды, эффективность теплообмена падает катастрофически. Панель не успевает ?схватиться?, её рвёт на выходе. Обязательно нужно ставить фильтры и, желательно, чиллер с замкнутым контуром.
И третье — человеческий фактор. Оператор может, пытаясь поднять производительность, крутануть регулятор скорости экструдера, забыв про настройки температуры. Результат — недовплав материала или перегрев. Обучение персонала — это не разовая акция. Нужны чёткие инструкции, а лучше — блокировки в системе управления от грубых ошибок. На одном из заводов мы внедрили простейшую систему подсказок на сенсорной панели: если оператор меняет скорость, система высвечивает рекомендуемый диапазон температур. Помогло.
Перспективы и куда смотреть дальше
Сейчас тренд — не просто делать коробки, а делать их легче, но прочнее. Это значит, что востребованы линии, способные стабильно экструдировать панели с тонкой стенкой, но с рёбрами жёсткости сложного профиля. Это требует высокоточной экструзионной головки и умного калибратора.
Ещё один момент — использование более экологичных материалов, тех же полипропиленов с повышенной скоростью кристаллизации. Это позволяет сократить длину линии (меньше секций охлаждения), что экономит место в цеху. Компании, которые, как ООО Циндао Цзябэйдэ Машиностроение, вкладываются в R&D, здесь имеют преимущество. Их расположение в Циндао, крупном портовом городе, кстати, тоже плюс — логистика комплектующих и готовых линий налажена хорошо, что снижает сроки поставки.
В итоге, выбирая или проектируя линию по производству коробок из пластиковых панелей, нужно отталкиваться не от цены за метр готового продукта на бумаге, а от общей стоимости владения. Надёжная, может, и более дорогая линия от проверенного производителя, который обеспечивает инжиниринг и поддержку, окупится за счёт меньшего процента брака, стабильности и возможности работать на современном сырье. А это, в конечном счёте, и есть конкурентоспособность готовых коробок на рынке.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Раструбная машина для труб
Раструбная машина для труб -
 Станок с ЧПУ для деревообработки фрезерно-гравировальный
Станок с ЧПУ для деревообработки фрезерно-гравировальный -
 Трубы ПЭ с углеродным спиральным армированием
Трубы ПЭ с углеродным спиральным армированием -
 Производственная линия сотовых панелей из ПП
Производственная линия сотовых панелей из ПП -
 Двухшнековый экструдер
Двухшнековый экструдер -
 Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ
Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ -
 Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА)
Пластиковая дробилка / Оборудование для переработки пластика (ПВХ, ПП, ПЭ, ЭВА, ПА) -
 Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП
Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП -
 Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой
Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой -
 Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией
Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией -
 Производственная линия прозрачных листов ПК/ПММА/ПС/МС
Производственная линия прозрачных листов ПК/ПММА/ПС/МС
Связанный поиск
Связанный поиск- Линия по производству пластиковой строительной опалубки
- Линия по производству древесно-пластиковых напольных покрытий из пвх
- Линия по производству упаковочных материалов из каменно-пластикового композита
- Линия по производству напольных покрытий из каменного пластика spc
- Линия по производству быстросборных стеновых панелей из пвх
- Оборудование для производства двухслойных гофрированных труб
- Высокоскоростной экструдер для труб из пнд
- Линия по производству листов пэ
- Линия по производству коробок из пластиковых панелей
- Линия по производству гофрированной плитки