






Линия по производству дренажных труб из пвх
Когда говорят о линии для дренажных труб, многие сразу представляют экструдер — сердце процесса. Но это лишь часть истории. На деле, если вы хотите стабильно выпускать качественную трубу, которая не поведет себя на объекте через полгода, нужно думать о системе целиком. И здесь часто кроется главная ошибка: покупка 'мощного' экструдера при слабом калибраторе или непродуманной системе охлаждения. Результат — постоянная борьба с овальностью, внутренними напряжениями и, как следствие, претензии от строителей. Сам через это проходил.
Ключевые узлы: где чаще всего 'спотыкаются'
Итак, экструдер, допустим, выбрали хороший. Дальше — калибратор вакуумный. Вот тут экономить — себе дороже. Видел ситуации, когда на линию ставили калибратор с невысоким вакуумным разрешением и малым количеством секций охлаждения. Труба, особенно крупного диаметра, скажем, 200 мм, просто не успевает стабилизировать геометрию. На выходе получаем продукт в допуске, но после полного остывания в бухте — легкая овальность. Для дренажа это критично? Не всегда, но при укладке в фильтрационный слой могут быть проблемы со стыковкой.
Система охлаждения — отдельная тема. Ванна охлаждения должна быть достаточно длинной. Часто производители линий, особенно в бюджетных комплектациях, предлагают короткие ванны, экономя на пространстве и теплообменниках. Это приводит к необходимости повышать скорость протяжки, что снова бьет по качеству охлаждения. Идеально — комбинированная система: вакуумный калибратор с водяным охлаждением плюс дополнительная ванна. Но это уже вопрос стоимости линии.
И третий момент — тянущее устройство. Оно должно обеспечивать абсолютно равномерное усилие, без рывков. Разные типы — гусеничные или цевочные — имеют свои нюансы. Для труб средних диаметров гусеничные, пожалуй, надежнее, но требуют тщательной настройки давления гусениц. Неравномерный прижим — гарантия продольных рисок на поверхности трубы. Мелочь? Для дренажной трубы, возможно, и нет. Но для репутации производителя — да.
Сырье и его капризы: не всякий ПВХ подойдет
Переходим к материалу. Для дренажных труб используется непластифицированный ПВХ (PVC-U). Казалось бы, все просто: закупай суспензионный PVC-U и работай. Однако, разные марки, даже от одного производителя, могут вести себя по-разному на одной и той же линии. Особенно чувствительна к сырью зона дозирования и пластикации в экструдере.
Однажды столкнулся с партией порошка, у которого была слегка завышена насыпная плотность. Линия, настроенная под предыдущее сырье, начала 'давать' нестабильный выход — пульсации. Пришлось заново подбирать температурный профиль по цилиндрам и немного изменить скорость шнека. Проблема решилась, но простой в несколько часов — это убытки. Вывод: обязательно нужно иметь запас рецептур и настроек под разные партии сырья. Идеально — работать с проверенным поставщиком, но и там нужно быть начеку.
Еще один нюанс — добавки. Стабилизаторы, смазки, модификаторы ударной вязкости. Их пропорция — это часто ноу-хау конкретного производства. Перебор со смазкой может ухудшить сцепление материала в экструдере, недобор — привести к перегреву и деструкции ПВХ. Здесь нет универсального рецепта, только практика и ведение журнала параметров для каждой рецептуры.
Настройка и пусконаладка: момент истины
Собрали линию, засыпали сырье — и можно запускать? Как бы не так. Пусконаладка — это самый ответственный этап. Особенно если линия новая или после длительного простоя. Первое, на что смотрю — это нагрев цилиндров экструдера. Температурный профиль должен быть восходящим к головке, но с коррекцией под конкретную матрицу. Частая ошибка — дать максимальную температуру в первой зоне, чтобы 'быстрее пошло'. Это верный путь к подгоранию материала и браку.
Плавный выход на режим занимает время. Сначала нужно добиться стабильного выхода расплава из головки, без пульсаций. Потом заводим трубу в калибратор. Здесь важно синхронизировать скорость экструзии и скорость протяжки. Если тянем слишком быстро — труба будет рваться, слишком медленно — начнет 'раздуваться' в калибраторе. Все делается малыми шагами.
И вот, труба пошла. Но качество оцениваем не сразу, а после полного цикла охлаждения. Берем отрезок, отлежавшийся пару часов, и проверяем: геометрию (диаметр, овальность, толщину стенки), внешний вид, ударную вязкость (хотя бы по субъективному тесту на излом). Только когда несколько бухт подряд стабильны, можно говорить о выходе на рабочий режим.
Оборудование: выбор и доверие
На рынке много предложений. От дорогих европейских линий до более доступных азиатских. Выбор зависит от бюджета, объемов и требований к продукции. В последнее время многие обращают внимание на оборудование из Китая, но с оглядкой на качество. Здесь важно выбрать не просто страну, а конкретного производителя с репутацией.
Например, в своей практике сталкивался с оборудованием от ООО Циндао Цзябэйдэ Машиностроение. Их сайт (https://www.jbd-extruder.ru) позиционирует компанию как производителя, который делает ставку на качество и инновации. Что важно, они не просто продают экструдеры, а предлагают комплексные решения для переработки пластмасс, что для линии по дренажным трубам критически важно. Их подход, описанный как 'человек — высшая ценность', а развитие — в инновациях, на практике может означать более внимательное отношение к технической поддержке и адаптации оборудования под нужды заказчика. Это расположенная в Циндао компания, которая годами работает в нише пластикового машиностроения.
Ключевое при выборе такого партнера — запросить реальные примеры запущенных линий, желательно, под аналогичную продукцию. И пообщаться напрямую с технологами, а не только с менеджерами по продажам. Понимают ли они специфику именно PVC-U для дренажа? Какие настройки порекомендуют? Какой тип шнека предложат — с барьерным или без? Их ответы покажут уровень компетенции.
Практические ловушки и неочевидные проблемы
Даже когда линия отлажена и работает, расслабляться нельзя. Сезонные изменения температуры и влажности в цехе могут влиять на процесс. Летом, при высокой влажности, сырье может подсасывать влагу, что приведет к дефектам на поверхности трубы (так называемые 'серебристые полосы' или пузырьки). Нужен ли дополнительный подсушиватель бункерный? Часто — да.
Износ деталей — еще один пункт. Матрица и дорн, шнек, цилиндр — все это расходники в долгосрочной перспективе. Регулярный замер производительности и качества помогает вовремя заметить падение эффективности. Например, если при тех же настройках падает выход с метра шнека — возможно, износился шнек или цилиндр.
И последнее — персонал. Оператор линии — это ключевая фигура. Он должен не только нажимать кнопки, но и понимать физику процесса, уметь по виду расплава или звуку работы определить начинающиеся неполадки. Инвестиции в обучение оператора окупаются многократно за счет снижения брака и простоев.
Вместо заключения: мысль вслух
Так что, линия по производству дренажных труб из ПВХ — это не станок, а живой организм. Ее эффективность — это баланс между грамотным выбором оборудования, глубоким пониманием материала, тонкой настройкой и внимательным обслуживанием. Можно купить самые дорогие компоненты, но без системного подхода результат будет средним. И наоборот, на хорошо сбалансированной линии даже с оборудованием не самого премиального сегмента можно получать отличную, конкурентоспособную продукцию. Главное — не гнаться за одной только производительностью в килограммах в час, а думать о стабильности и повторяемости качества каждой метра трубы, которая уйдет в землю на годы. А это уже философия производства, а не просто техника.
Соответствующая продукция
Соответствующая продукция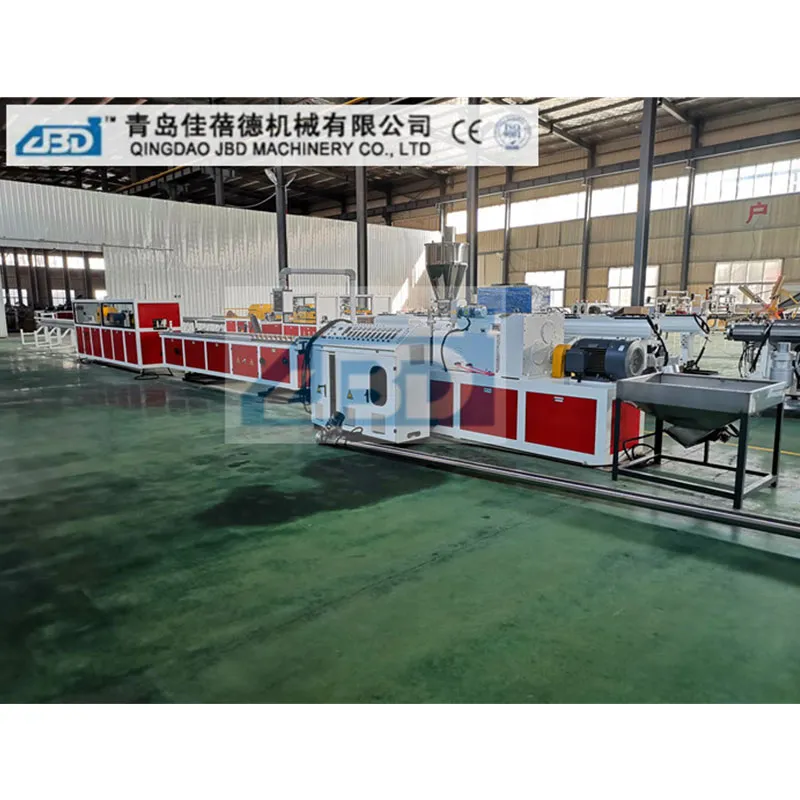







Самые продаваемые продукты
Самые продаваемые продукты-
 Станок для тиснения под дерево
Станок для тиснения под дерево -
 Воздушный компрессор
Воздушный компрессор -
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками -
 Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ
Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ -
 Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью
Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью -
 Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб
Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб -
 Производственная линия прозрачных листов ПК/ПММА/ПС/МС
Производственная линия прозрачных листов ПК/ПММА/ПС/МС -
 Производственная линия армированных волокном ПВХ шлангов
Производственная линия армированных волокном ПВХ шлангов -
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП
Оборудование для изготовления защитных труб для кабелей связи типа COD из ПЭВП -
 Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА
Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА -
 Сушилка для древесной муки
Сушилка для древесной муки
Связанный поиск
Связанный поиск- Линия по производству гофрированной плитки
- Высокоскоростная линия по производству труб из пэ
- Линия по производству толстолистовых панелей из пэ
- Линия по производству глазурованной плитки
- Линия по производству коробок из пластиковых панелей
- Линия по производству толстолистовых панелей из пп
- Линия по экструзионной обработке газопроводов
- Линия по производству пустотелой пластиковой опалубки
- Линия по производству дренажных труб из пэ
- Линия по производству сотовых панелей из пп и пэ