






Линия по производству дренажных труб из пэ
Когда говорят про линию по производству дренажных труб из ПЭ, многие сразу представляют себе просто экструдер и вакуумный калибратор. Но на деле, если вникнуть, это целый комплекс, где каждая мелочь — от выбора сырья до настройки тянущего устройства — влияет на итог. Частая ошибка — считать, что главное купить 'сердце' линии, экструдер, а остальное 'приложится'. На практике именно 'остальное' и создаёт основные проблемы на старте.
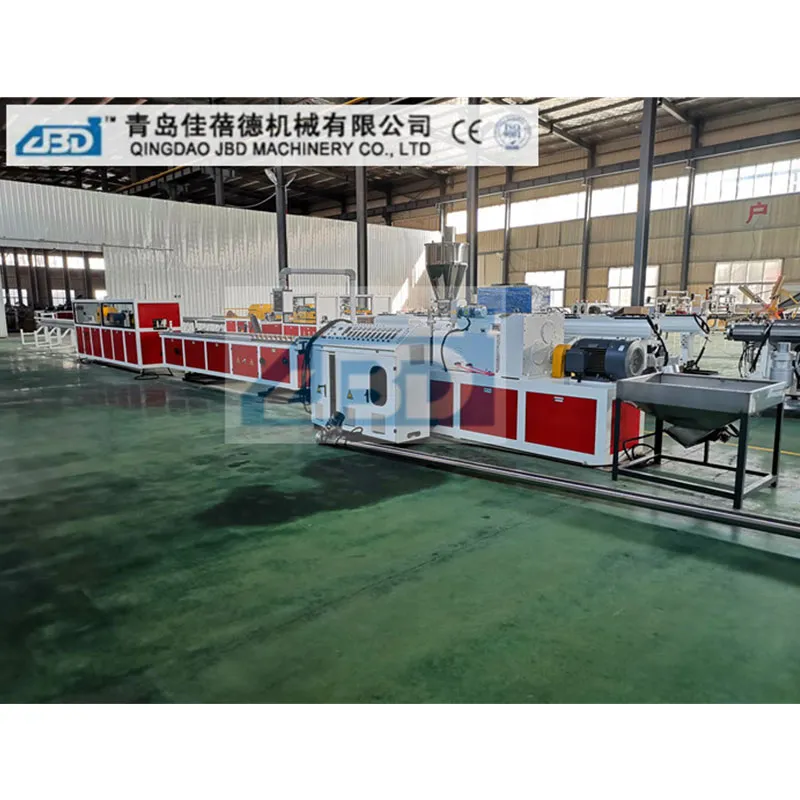
Не просто экструзия: из чего складывается линия
Итак, возьмём стандартную комплектацию. Экструдер, конечно, основа. Но для дренажных труб из ПЭ важен не просто факт выдавливания расплава, а его стабильность. Колебания температуры даже на 5 градусов в зонах цилиндра могут привести к изменению кольцевой жёсткости готовой трубы. Поэтому тут нельзя экономить на системе управления и точности термопар. Мы в своё время пробовали сэкономить, взяв более дешёвый европейский аналог контроллера — и полгода мучились с сезонными колебаниями качества, пока не вернулись к проверенной схеме.
Дальше — головка. Для гофрированных дренажных труб форма головки — это уже половина успеха. Зазоры, углы вытекания расплава — всё должно быть рассчитано под конкретную марку ПЭ и желаемый профиль гофра. Универсальных решений почти нет. Помню проект под Казанью, где заказчик хотел переключаться между двумя типами гофра на одной линии. Пришлось проектировать сменный блок головки, но это увеличило простои на переналадку. В итоге сошлись на том, что лучше две специализированные линии, если объёмы большие.
И, наверное, самый капризный участок — вакуумный калибратор и охлаждающая ванна. Здесь физика процесса такова, что труба формирует свой окончательный размер и геометрию. Если вакуум нестабилен или температура воды в ванне 'плывёт', гофр получается с разной высотой волны. А это прямо влияет на дренажные свойства. Причём проблема может быть не в самом калибраторе, а в насосе или в системе подготовки воды. Мы как-то полгода искали причину брака, а оказалось, что в цеху летом поднималась общая температура, и чиллер не справлялся с нагрузкой.
Сырьё и его 'характер': что не написано в паспорте
Все работают с ПЭ, но ПЭ — он разный. Для дренажных труб обычно идёт полиэтилен низкого давления, но и здесь есть нюансы. Вторичка, например. Многие хотят снизить себестоимость и добавляют вторичный гранулят. Технически это возможно, но нужно понимать, что каждая партия 'вторсырья' — это лотерея. Однажды пришлось экстренно останавливать линию, потому что в сырьё попали посторонние включения, которые забили фильтры сетки экструдера. С тех пор настаиваем на строгом входном контроле и использовании регранулята только от проверенных поставщиков, если уж без него никак.
Ещё момент — красители и добавки. Трубы ведь часто делают чёрными, для УФ-стабильности. Но концентрация сажи — критичный параметр. Недостаток — труба будет выгорать на солнце, избыток — может ухудшить свариваемость стыков. И это не та теория, которую можно прочитать в книжке. Это набивалось шишками, когда по первому крупному заказу партия труб, пролежавшая полгода на стройплощадке, местами потрескалась. Пришлось разбираться с поставщиком мастербатча.
Автоматизация и человеческий фактор
Современная линия — это не просто механизмы, а единая система управления. Здесь я могу отметить подход, который вижу у ООО Циндао Цзябэйдэ Машиностроение. На их сайте https://www.jbd-extruder.ru видно, что они делают акцент на инновациях и качестве. В контексте линии для дренажных труб это выражается в интеграции систем мониторинга. Например, датчики, отслеживающие толщину стенки трубы в реальном времени, с обратной связью на скорость вытягивания. Это не маркетинг, а реальная необходимость для стабильного качества.
Но какую бы умную систему ни поставили, без грамотного оператора — никуда. Самый дорогой экструдер можно 'убить' за месяц неправильным запуском или игнорированием планового ТО. Поэтому частью поставки должна быть не просто 'гарантия', а подробное обучение. Лучше, когда инженеры поставщика проводят пусконаладку и передают знания прямо на месте. Это тот самый принцип 'человек — высшая ценность', о котором говорит компания из Циндао. Ведь в конечном счёте, именно люди обеспечивают бесперебойную работу линии по производству дренажных труб из ПЭ.
Кстати, про пусконаладку. Идеальной с первого раза — не бывает. Всегда есть адаптация под местные условия: напряжение в сети, жёсткость воды, даже квалификацию рабочих. Хороший поставщик это понимает и закладывает время на 'обкатку' технологии. Плохой — отгрузит оборудование по списку и спишет проблемы на 'ваши условия'.
Экономика процесса: о чём молчат в рекламных буклетах
Покупая линию, все считают производительность в килограммах в час. Но редко кто сразу думает об энергопотреблении. А зря. Экструдер — серьёзный потребитель электроэнергии. Современные приводы с частотным регулированием могут дать экономию до 20-30% по сравнению со старыми моделями. Это не та статья расходов, которой можно пренебречь. При расчёте окупаемости проекта это выходит на первый план уже на втором-третьем году эксплуатации.
Ещё один скрытый фактор — универсальность. Линия, заточенная только под один диаметр трубы, — это риск. Рынок может потребовать изменения ассортимента. Поэтому возможность относительно быстрой переналадки под другой типоразмер — это плюс. Но за это тоже платишь: более сложная конструкция головки, дополнительные комплекты дорогостоящих дорнов. Нужно искать баланс. Иногда выгоднее иметь две простые линии под разные задачи, чем одну 'навороченную'.
И конечно, запчасти. История про то, как линия простаивает две недели в ожидании подшипника из-за границы, — классика жанра. Поэтому при выборе поставщика оборудования критически важно смотреть на наличие сервисной базы и склада расходников в регионе. Локализация производства запчастей — большой плюс.
Взгляд в будущее: куда движется технология
Если говорить о трендах, то это, безусловно, дальнейшее снижение энергоёмкости и рост степени автоматизации. Внедрение систем предиктивной аналитики, которые по косвенным данным (потребляемый ток двигателя, вибрация) могут предсказать возможную поломку узла. Для линии по производству дренажных труб из ПЭ это особенно актуально в части вакуумных насосов и систем охлаждения.
Другой вектор — экологичность. Не только в плане энергосбережения, но и в возможности переработки собственных отходов. Встроенный регранулятор для переработки облоя и бракованных отрезков трубы прямо в цеху — это уже не экзотика, а разумная экономия сырья. Компании, которые, как ООО Циндао Цзябэйдэ Машиностроение, уделяют внимание исследованиям и разработкам, активно продвигают такие комплексные решения.
В итоге, возвращаясь к началу. Линия по производству дренажных труб — это живой организм. Её нельзя просто 'включить и забыть'. Это постоянный диалог между техникой, материалом и человеком. Успех приходит не от покупки самого дорогого оборудования, а от глубокого понимания этого процесса и готовности решать проблемы, которых, поверьте, всегда хватает. Главное — работать с теми, кто не бросает после продажи, а действительно видит в качестве путь развития, как те же китайские инженеры из Циндао, которые годами шлифуют свои технологии. Именно такой подход позволяет получить не просто агрегаты, а работающий, прибыльный производственный комплекс.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Производственная линия строительных опалубочных плит из ПП
Производственная линия строительных опалубочных плит из ПП -
 Трубы ПЭ с углеродным спиральным армированием
Трубы ПЭ с углеродным спиральным армированием -
 Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой
Машина для изготовления стальных труб с полиэтиленовым покрытием / Машина для изготовления стальных труб с пластиковой футеровкой -
 Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией
Двухшнековая производственная линия листов ПЭТ без сушки с дегазацией -
 Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов
Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов -
 Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ
Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ -
 Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ
Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ -
 Производственная линия труб из ПВХ, НПВХ, ХПВХ
Производственная линия труб из ПВХ, НПВХ, ХПВХ -
 Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб
Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб -
 Экструзионная линия для профилей угловых защитных накладок из ПВХ
Экструзионная линия для профилей угловых защитных накладок из ПВХ -
 Производственная линия сотовых панелей из ПП
Производственная линия сотовых панелей из ПП -
 Производственная линия древесно-пластиковых профилей из ПЭ
Производственная линия древесно-пластиковых профилей из ПЭ
Связанный поиск
Связанный поиск- Оборудование для производства двухслойных гофрированных труб
- Оборудование для стальных труб с пластиковым покрытием
- Линия по производству труб tri-pe
- Линия по производству гофрированной плитки
- Линия по производству пэт-листов
- Линия по производству труб с металлопластиковым покрытием
- Линия по производству труб из пвх
- Оборудование для экструдера
- Линия по производству дренажных труб из пвх
- Высокоскоростная линия по производству труб из ппр