






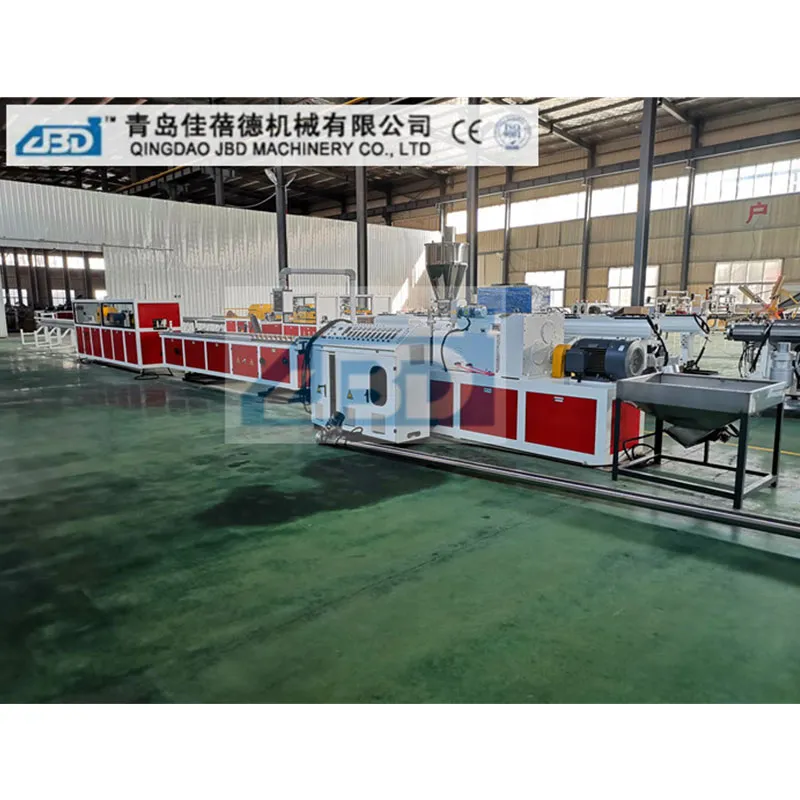
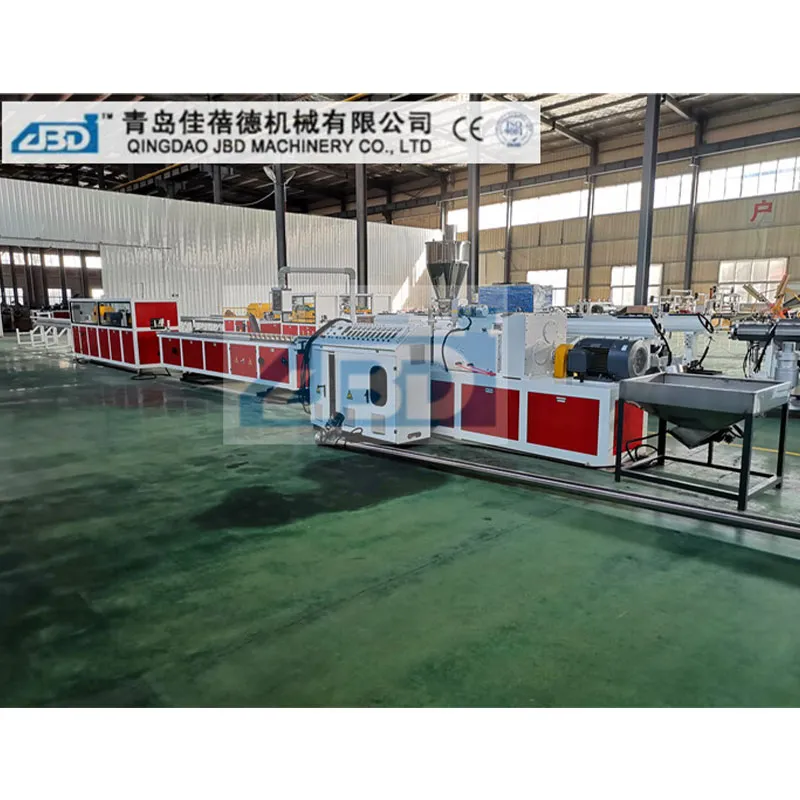
Линия по производству глазурованной плитки пвх
Когда говорят про линию по производству глазурованной плитки пвх, многие сразу представляют себе просто экструдер с каландром и ламинатором. Но это, пожалуй, самое большое заблуждение. На деле, ключевое слово здесь — ?глазурованная?. Именно этот финишный слой, этот глянец, который должен быть идеальным, без пузырей и подтёков, и превращает простое ПВХ-производство в головную боль для инженера. Я сам лет пять назад думал, что главное — стабильный экструдер, а оказалось, что 70% брака идёт именно на этапе нанесения и запекания этого покрытия.
От экструзии до основы: где закладываются проблемы
Всё начинается с основы. Казалось бы, стандартный профиль для плитки — ничего сложного. Но для глазури нужна идеально ровная, химически инертная поверхность. Мы как-то попробовали сэкономить на рецептуре сырья, добавили больше вторички — и глазурь просто не сцепилась, отслаивалась пластами после каландра. Пришлось выбросить тонну материала. Основа должна быть плотной, с минимальной усадкой, иначе при термообработке глазури её ?поведёт?, и геометрия плитки пойдёт волной.
Здесь критически важна стабильность экструдера. Не просто стабильность температуры, а именно постоянство давления в головке. Малейший скачок — и толщина основы меняется на микрон, но этого достаточно, чтобы глянцевое покрытие легло неравномерно. Я видел линии, где стояли старые советские АГМ, так там постоянно была ?рябь? на выходе. Проблему решили только после установки современного экструдера с цифровым контролем всех параметров. К слову, неплохо себя показывают агрегаты от ООО Циндао Цзябэйдэ Машиностроение. У них на сайте jbd-extruder.ru видно, что они делают упор на прецизионный контроль, а для глазурованной плитки это основа основ. Их подход к инновациям, о котором говорится в описании компании, здесь не просто слова — без постоянного обновления систем управления сегодня в этом сегменте делать нечего.
После экструдера идёт каландр. И вот тут первый нюанс для глазури: валы должны быть идеально отполированы. Любая, даже невидимая глазу царапина на валу отпечатается на основе, а потом проявится и на финишном слое. Мы раз в месяц обязательно делали полную ревизию и полировку. Затратно, но дешевле, чем постоянно снимать с линии брак.
Сердце линии: нанесение глазури и её ?выпечка?
Самое интересное начинается здесь. Система нанесения. Чаще всего это роликовый аппликатор или завеса. Мы перепробовали оба варианта. Роликовый даёт более контролируемую толщину, но требует безупречной чистоты. Пылинка, попавшая под ролик, оставит на погонном метре длинную борозду без покрытия. Приходилось организовывать зону с ламинарным потоком воздуха, почти как в ?чистой комнате?.
Завеса (curtain coater) производительнее, но там своя беда — контроль вязкости состава. Глазурь для ПВХ — это, по сути, сложная композиция из смол, пластификаторов и отвердителей. Её вязкость сильно зависит от температуры. Летом, в цеху без кондиционирования, мы могли получить разброс по толщине в 20% между началом и концом смены. Пришлось ставить термостатирующие ёмкости для приготовления смеси и подогрев самой завесы. Это был отдельный проект, не дешёвый.
А потом — печь. Термообработка. Это не просто сушка, это полимеризация. Температурный профиль — священное знание технолога. Слишком резкий нагрев — глазурь вскипит, появятся кратеры. Слишком медленный — не успеет сформироваться прочная плёнка, глянец будет матовым. Мы неделями снимали термопары и строили графики, чтобы найти тот самый идеальный профиль для конкретной рецептуры. И для каждой новой партии сырья его приходилось слегка корректировать. Автоматика, конечно, помогает, но без понимания химии процесса можно сжечь километры материала.
Контроль качества: что нельзя пропустить
Выходящую с печи плитку нельзя проверять раз в час. Нужен постоянный визуальный контроль на всём протяжении полотна. Мы ставили камеры с ИИ, которые ловили дефекты, но самые коварные вещи — это микроскопические пузырьки или изменение оттенка глянца — машина долго не могла распознать. Приходилось держать человека. Его главная задача — не пропустить момент, когда ?пошло не так?. Часто это начинается с едва уловимого изменения блеска в отражении света.
Ещё один тест — адгезия. Каждые два часа мы отрезали образец и делали надрез сеткой, потом клеили скотч и дёргали. Если глазурь отстаёт — это авария всей линии. Значит, где-то сбой в подготовке основы, в составе глазури или в температурном режиме печи. Поиск причины — это как детектив.
Твёрдость покрытия и стойкость к царапинам — тоже ключевые параметры. Готовая плитка должна выдерживать движение мебели. Мы тестировали её табуретками на колёсиках, гоняя по образцу сотни циклов. Если появлялись царапины — возвращались к рецептуре, добавляли модификаторы.
Ошибки, которые учат лучше всего
Одна из самых дорогих ошибок — попытка сэкономить на системе очистки аппликаторов. Мы решили, что можно промывать раз в смену, а не каждые 4 часа. За неделю на роликах и в соплах завесы накопился засохший полимер. Его удаление потребовало полной остановки линии на 16 часов и использования агрессивной химии, которая повредила некоторые уплотнения. Простой и ремонт обошлись дороже, чем год работы по жёсткому графику чистки.
Другая история — неучтённая влажность. Цех был недалеко от моря, и в сырую погоду основа перед нанесением глазури впитывала влагу из воздуха. В печи она испарялась, создавая те самые пузыри под глазурью. Решение оказалось простым — поставили инфракрасные предварительные нагреватели прямо перед зоной нанесения, чтобы ?подсушить? основу. Но до этого додумались только после трёх партий брака.
Именно такие ситуации заставляют ценить комплексный подход. Нельзя купить просто линию по производству глазурованной плитки пвх как набор станков. Это система, где всё взаимосвязано: подготовка сырья, климат-контроль в цеху, стабильность энергоснабжения (скачки напряжения убивают температурные контроллеры), и, конечно, квалификация персонала. Оператор должен понимать не только, какую кнопку нажать, но и что происходит в каждом блоке. Поэтому сейчас, консультируя проекты, я всегда смотрю не только на спецификацию оборудования, но и на план обучения технологов. Без этого даже самая продвинутая линия, будь то от местного завода или от той же ООО Циндао Цзябэйдэ Машиностроение, которая, судя по их философии, делает ставку на качество и инновации, не выйдет на стабильное производство. Их сайт — https://www.jbd-extruder.ru — хорошо отражает этот системный подход к машиностроению.
Вместо заключения: о чём стоит думать перед запуском
Так что, если задумываешься о таком производстве, готовься не к покупке линии, а к созданию технологического процесса. Начни с конца — с требований к готовой плитке. Какая точность геометрии? Какой глянец? Какая стойкость? Под эти параметры подбирай и состав глазури, и тип экструдера, и длину печи.
Обязательно заложи в бюджет не менее 20% от стоимости оборудования на вспомогательные системы: подготовку воздуха, чистые зоны, точный климат-контроль, лабораторию для ежедневных тестов. И найми или обучи технолога, который разбирается не только в экструзии ПВХ, но и в химии покрытий. Это редкий и дорогой специалист, но без него — только мучиться.
И да, не верь тем, кто говорит, что можно запустить линию за месяц. Наладка только одного узла нанесения глазури и синхронизации его скорости с экструдером и печью может занять недели. Это кропотливая работа, где каждый параметр влияет на другой. Но когда выходишь на стабильный выпуск, и видишь этот идеальный, глубокий глянец на плитке — понимаешь, что все эти мучения того стоили. Производство превращается из сборки деталей в настоящее ремесло.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА
Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА -
 Двухшнековый экструдер
Двухшнековый экструдер -
 Производственная линия армированных волокном ПВХ шлангов
Производственная линия армированных волокном ПВХ шлангов -
 Станок с ЧПУ для деревообработки фрезерно-гравировальный
Станок с ЧПУ для деревообработки фрезерно-гравировальный -
 Смесительный агрегат серии SRL-Z
Смесительный агрегат серии SRL-Z -
 Раструбная машина для труб
Раструбная машина для труб -
 Производственная линия сотовых панелей из ПП
Производственная линия сотовых панелей из ПП -
 Станок для намотки труб из ПУ
Станок для намотки труб из ПУ -
 Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб
Производственная линия полиэтиленовых труб с силиконовым сердечником и многослойных труб -
 Оборудование для обработки окон и дверей
Оборудование для обработки окон и дверей -
 Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ
Производственная линия многоканальных, двухканальных, многотрубных труб из ПВХ/ПЭ -
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Связанный поиск
Связанный поиск- Линия по производству дренажных труб из пвх
- Линия по производству дренажных труб из пэ
- Линия по производству пустотелой пластиковой опалубки
- Линия по производству листов пмма
- Линия по производству листов пс
- Линия по производству труб tri-pe
- Высокоскоростная линия по производству труб из пэ
- Линия по производству напольных покрытий из каменного пластика spc
- Линия по производству сотовых панелей из пп и пэ
- Линия по производству пэт-листов