






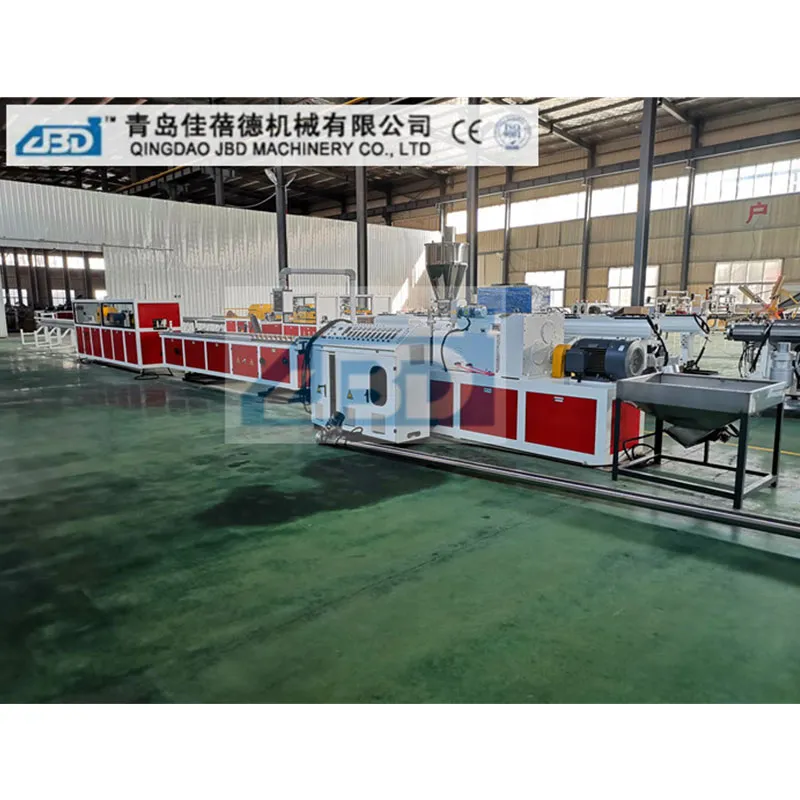
Линия по производству быстросборных стеновых панелей из пвх
Когда говорят про линию по производству быстросборных стеновых панелей из пвх, многие сразу думают о экструдере и калибре — мол, сердце и душа линии. Это, конечно, верно, но только отчасти. На деле, лет десять назад мы тоже так считали, пока не набили шишек на нескольких проектах, где идеальный экструдер выдавал брак из-за неправильно настроенной системы охлаждения или неоткалиброванной тянущей установки. Сейчас, оглядываясь назад, понимаешь: линия — это система, где слабое звено определяет всё. И часто это звено — не там, где его ждёшь.
Не просто экструзия, а стабильность процесса
Возьмём, к примеру, сам экструдер. Для панелей, особенно крупноформатных, критична не просто производительность, а стабильность температуры по всей длине цилиндра и головки. Малейший перегрев в зоне дозирования — и профиль начинает ?плыть?, появляется внутреннее напряжение. Потом, при сборке, это аукнется щелями или короблением. Мы как-то работали с линией, где термопары были установлены с ошибкой в пару сантиметров. Вроде мелочь, а на выходе — постоянный брак в 5-7%, который списывали на сырьё. Разобрались только после детального тепловизионного контроля.
Здесь стоит отметить подход некоторых поставщиков, которые это понимают. Вот, скажем, ООО Циндао Цзябэйдэ Машиностроение (сайт их — https://www.jbd-extruder.ru) в своих решениях акцентирует внимание именно на точности термоконтроля и равномерности охлаждения. В их описании сквозит та же мысль, которую мы вынесли из практики: качество — залог выживания. Это не просто лозунг. Для быстросборных панелей геометрия — это святое. Если профиль ?гуляет? по толщине на полмиллиметра, о быстрой и плотной сборке можно забыть.
И ещё про головку. Для сэндвич-панелей с заполнителем или многослойных конструкций — это отдельная история. Важно не просто сформировать профиль, а обеспечить идеальное соединение слоёв, без расслоений. Часто проблема кроется в конструкции самой фильеры и распределении потоков расплава. Тут нужен не просто станок, а инженерное решение, под конкретную рецептуру и конечные свойства панели.
Калибровка и охлаждение: где рождается геометрия
А вот это, пожалуй, самый недооцененный участок. Многие, особенно на старте, экономят на вакуумных калибрационных столах, ставя короткие или недостаточно жёсткие. Результат? Панель выходит с идеальной поверхностью, но с внутренней деформацией. Она проявится позже, на складе или уже у заказчика. Калибр должен не просто ?придать форму?, а снять напряжения, возникшие при экструзии. И делать это постепенно.
Охлаждение — вторая боль. Водяные ванны — это прошлый век для толстостенных профилей. Сейчас нужны многосекционные вакуумные калибраторы с точной регулировкой температуры по зонам. Помню случай, когда панели для внутренних перегородок шли волной. Долго искали причину — оказалось, вторичный нагрев из-за недостаточного отвода тепла в средней секции охлаждения. Пришлось переделывать всю систему.
Именно в таких узлах принцип ?развитие — в инновациях?, который декларирует ООО Циндао Цзябэйдэ Машиностроение, находит практическое воплощение. Их оборудование часто включает прецизионные системы вакуумного охлаждения, что для конечного качества панели решает больше, чем навороченный шнек. Потому что даже лучший расплав можно испортить на этом этапе.
Тянущее устройство и резка: финишная точность
Казалось бы, просто тянет и режет. Но как оно тянет! Для длинномерных панелей критично отсутствие проскальзывания и равномерное усилие по всем гусеницам. Разная скорость на верхних и нижних гусеницах — гарантированная деформация по длине. Мы как-то ставили эксперимент с разными типами тянущих устройств. Разница в точности длины резки и прямолинейности кромки достигала 1.5 мм на 6-метровой панели. Для системы быстрого монтажа это фатально.
Резка — тоже искусство. Пила должна идти идеально ровно, без сколов на ламинированной поверхности. И здесь важна синхронизация с тянущим устройством. Резка ?на лету? требует ювелирной точности. Любой рывок — брак. Часто проблемы начинаются, когда линию перегружают, пытаясь выжать из неё на 20% больше проектной мощности. Тянущее устройство не успевает, начинает работать рывками, и вся точность линии сводится на нет.
В этом контексте, изучая предложения на рынке, видишь, что серьёзные производители, включая упомянутую компанию из Циндао, предлагают комплексные решения, где все модули — экструдер, калибр, тянущее устройство, пила — спроектированы и настроены для совместной работы. Это важнее, чем собрать линию из лучших, но разнородных компонентов.
Вспомогательное оборудование и ?мелочи?
Сюда я бы отнёс сушилки для сырья, дозаторы, смесители и систему загрузки. Мелочь? Как бы не так. Влажное сырьё — гарантия пузырей и раковин в профиле. Нестабильная дозировка добавок (например, модификаторов ударной вязкости или стабилизаторов) ведёт к колебаниям физико-механических свойств панели от партии к партии. А это уже прямой путь к рекламациям.
Особенно это касается рецикла. Использование дроблёнки собственного производства — это экономия, но и риск. Если система дозирования и смешения не обеспечивает однородную смесь первичного сырья и рецикла, про стабильность геометрии и цвета можно забыть. Приходилось видеть линии, где из-за плохого смесителя панель получалась с едва заметными полосами. Клиент может и не заметить сразу, но при долгой эксплуатации разница в старении может проявиться.
Именно во внимании к таким ?мелочам? часто и кроется разница между просто работающей и по-настоящему надёжной линией по производству быстросборных стеновых панелей из пвх. Компании, которые годами посвящают себя разработке такого оборудования, как раз прорабатывают эти узлы, понимая, что сбой в любом из них останавливает весь процесс.
Интеграция и наладка: последний рубеж
Можно купить лучшие в мире модули, но если их смонтируют и настроят неграмотные специалисты, линия не выйдет на паспортные характеристики. Первый запуск, обкатка, отладка технологических режимов под конкретное сырьё — это месяцы работы. Здесь часто и открываются все скрытые проблемы: от вибраций фундамента до программных глюков в ЧПУ.
Опыт неудач? Был у нас проект, где линию собирали ударными темпами, пропустили этап юстировки всех валов и направляющих. Итог — постоянный увод профиля в калибре, биение. Пришлось практически разбирать и собирать заново, теряя время и деньги. С тех пор мы требуем от поставщиков не просто шеф-монтаж, а полный цикл пусконаладки с выходом на стабильное качество и обучением персонала.
Вот почему важно выбирать поставщика, который не просто продаёт оборудование, а несёт ответственность за конечный результат. Когда читаешь про ООО Циндао Цзябэйдэ Машиностроение, что они расположены в Циндао с его удобной транспортной доступностью, это намекает и на логистику, и на возможность отправки своих специалистов для монтажа. А их фокус на исследованиях и разработках говорит о том, что они, скорее всего, могут предложить не ?железо?, а технологическое решение под задачу. В нашем деле это решающий фактор.
В итоге, возвращаясь к началу. Линия по производству быстросборных стеновых панелей из пвх — это не список агрегатов. Это сбалансированный организм, где каждый элемент должен работать в унисон с другими. И ключевое слово здесь — ?стабильность?. Стабильность температуры, скорости, усилия, подачи. Достичь этого можно только при комплексном подходе, глубоком понимании технологии и внимании к деталям, которые на первый взгляд кажутся второстепенными. Именно об этом, по моему опыту, и стоит думать в первую очередь.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Станок для тиснения под дерево
Станок для тиснения под дерево -
 Станок для намотки труб из ПУ
Станок для намотки труб из ПУ -
 Экструзионная линия для шлангов из ПУ, ТПУ, ПА
Экструзионная линия для шлангов из ПУ, ТПУ, ПА -
 Воздушный компрессор
Воздушный компрессор -
 Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ
Производственная линия однослойных/двухслойных гофрированных труб из ПЭ/ПВХ -
 Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ
Экструзионная линия для дверей и дверных коробок из ДПК/ПВХ -
 Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб
Производственная линия труб ПЭ для водоснабжения, водоотведения, газоснабжения, нефтепроводов и теплоизолированных труб -
 Дробилка
Дробилка -
 Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью
Производственная линия вспененных панелей из ПВХ (древесно-пластикового композита) с кожурной поверхностью -
 Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов
Производственная линия предварительно напряженных гофрированных плоских труб ПЭ с ребрами / труб с бамбуковыми сегментами для мостов -
 Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками
Производственная линия для спирально-навитых труб из ПЭВП большого диаметра с полыми стенками -
 Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА
Экструзионная линия для профилей из ПЭ, ПП, ПС, ПК, АБС, ПММА
Связанный поиск
Связанный поиск- Линия по производству пластиковых упаковочных коробок
- Линия по производству толстолистовых панелей из пэ
- Линия по производству дренажных труб из пэ
- Высокоскоростная линия по производству труб из пэ
- Линия по производству труб tri-pe
- Линия по производству листов пмма
- Линия по производству толстолистовых панелей из пвх
- Линия по производству напольных покрытий из каменного пластика spc
- Линия по производству листов пэ
- Линия по производству быстросборных стеновых панелей из пвх